- > A PROPOS DE NECTAR DU NET
- > TOUS LES ARTICLES
- > PROPOSER UN ARTICLE
Filetage par tour conventionnel : mode opératoire et méthodes

Le filetage est sans doute l’opération de tournage la plus fameuse, puisqu’on en a besoin partout : du bricolage jusqu’aux grandes industries. Cette manipulation consiste à transformer un mouvement circulaire en un mouvement rectiligne et sert généralement à rassembler deux pièces.
Alors comment se réalise le filetage et quelles sont ses principales méthodes ?
Principe de fonctionnement
Lorsque l’outil creuse le filet sur la pièce, il se déplace longitudinalement de « 1 pas à faire » par tour de broche. Ce déplacement est généré par la rotation de la vis mère qui doit donc tourner de « X » tours.
D’où, ces deux rapports doivent être égaux : Pas à faire / Pas vis mère = Nombre de tours de vis mère / Nombre de tours de broche.
Modes opératoires
Dans le tournage conventionnel, il existe deux méthodes principales pour le filetage :
- Prise de passe
- Embrayage de la vis mère
- En fin de passe, recul de l’outil et arrêt de la rotation
- Inversion du sens de la rotation
- Recul jusqu’au point de départ et arrêt de la rotation
- Prise de passe et changement du sens de la rotation
- Remise en marche de la broche
- Aller en 3 jusqu’à l’obtention du filetage

- En fin de passe, recul de l’outil et débrayage de la vis mère
- Recul du trainard jusqu’au point de départ
- Embrayage de la vis mère (au bon moment)
La méthode « B » requiert moins de manipulations, mais elle présente la contrainte de « retomber dans le pas ».
Différentes méthodes du filetage
Filetages débrayables.
Si le numérateur de la fraction « pas à faire / pas vis mère » est égal à 1 : il est possible de débrayer et embrayer à chaque tour de vis mère à n’importe quel endroit.
(le pas à faire est sous multiple du pas de la vis mère).
Si le numérateur n’est pas unitaire, on peut avoir recours aux méthodes suivantes :
Filetage méthode « A » (sans débrayer, retour en marche arrière)
Cette méthode est simple, mais prend beaucoup du temps et se concentre sur l’utilisation de la vis mère, ce qui cause une usure prématurée.
Filetage aux repères
L’objectif de cette méthode et d’identifier où la rotation de la broche et celle de la vis mère se coïncident :
- Placer l’outil au départ (un peu en avant de la pièce),
- Embrayer la vis mère et rattraper les jeux (broche & vis mère) en tournant le mandrin,
- Un repère (mobile) sur la broche
- Un repère (fixe) (en face) sur la poupée fixe
- Un repère (mobile) sur la vis mère (près de la sortie de boîte)
- Un repère (fixe) (en face) sur la sortie de boîte
- Une butée contre le trainardUsinez la première passe
- En fin de passe, dégagez l’outil et débrayez la vis mère
- Reculez le trainard en butée,
- Attendre la coïncidence des deux groupes de repères pour embrayer
(ceci pouvant se réaliser en tournant le mandrin à la main).
Filetage à la longueur
Soit le « pas à faire »= « p » et le pas de la vis mère = « P »
Si on débraye la vis mère, on pourrait la ré-embrayer plus loin si le déplacement est multiple de « P » et être « dans un filet » si le déplacement est multiple de « p ».
Ce déplacement minimum s’appelle de « PPCM » (Plus Petit Commun Multiple).
- Faire une passe et arrêter le tour en fin de passe, vis mère embrayée.
- Mettre un repère (mobile) sur la vis mère là où elle sort de la boîte et un repère (fixe) (en face), sur la sortie de boîte
- Placer une butée fixe sur le banc, coté début du filetage, à la longueur calculée précédemment (252 mm)
- Vous pouvez débrayer la vis mère et remettre le tour en marche
- Reculer le trainard en butée. Quand le repère mobile sur la vis mère est en face du repère fixe sur la sortie de boîte, vous pouvez embrayer
Même dans le tournage conventionnel, le filetage des pièces doit respecter des calculs bien précis et des manipulations très rigoureuses. Frenos, spécialisé dans l’usinage des pièces mécaniques de haute précision , vous propose la réalisation de tout type de filetage conformément à vos exigences techniques.
ARTICLES CONNEXES PLUS DE L'AUTEUR

Gestion d’un sinistre avec une assurance décennale : conseils pour les menuisiers

Guide pratique : peindre sa maison ou son appartement à Créteil

Choix des matériaux en menuiserie : les pratiques à Créteil
Laisser un commentaire annuler la réponse, a propos de nectar du net , nouveaux sur le site :, quelles sont les origines de la guitare , fêtes bdsm : immersion dans les soirées à thème captivantes, toutes les rubriques :.
- B2B, entreprise, service, & conseil 321
- Jeux de hasard, d'argent & paris 273
- Vie pratique & société 238
- Vacances, voyage & tourisme 217
- Santé & médecine 186
- Décoration & aménagement 171
- High Tech, informatique & logiciel 169
- Voiture, moto & véhicule 154
- Banque, finance & crédit 150
- Travaux, construction & rénovation 150
- Ecole, formation & emploi 147
- Forme & bien-être 125
- Mode femme, homme & enfant 125
- Immobilier, achat, vente & location 119
- Art, loisir & activité 119
- Communication, marketing & pub 115
- E-commerce, shopping & commerce 107
- Restaurant, boisson & aliment 93
- Jardin, terrasse & piscine 80
- Famille, bébé & enfant 78
- Sport & activités sportives 77
- Rencontre, amour & réseau 73
- Assurance & mutuelle santé 72
- Beauté, coiffure & soins 71
- Bricolage, DIY & dépannage 69
- Smartphone & téléphonie 67
- Mariage & heureux événement 67
- Bijoux, montre & accessoire 64
- Droit, avocat, justice & loi 54
- Chien, chat & animal domestique 53
- Électricité, gaz & énergie 50
- Déménagement & transport 46
- Agriculture, élevage, chasse & pêche 42
- Développement, webmarketing & seo 40
- Nutrition, régime & minceur 37
- Technologie & science 36
- Retraite & seniors 31
- Électroménager & équipement 31
- Geek, jeux vidéo & multimédia 28
- Écologie & environnement 28
- Non classé 1
L’évolution du MMA : retracer la croissance et le développement de...

Profils de saveurs de l’assurance : le coût des aventures culinaires sur la route
L’évolution du mma : retracer la croissance et le développement de l’ufc, de l’octogone au grand écran : explorer le succès des combattants de l’ufc à..., décortiquer la croissance du mma sur les nouveaux marchés, comment lire plus techniques et astuces pour dévorer les livres, les nouveaux frais d’expédition en france.
- Proposer un article
- Mentions légales
- Plan du site
Des tutos sur les usinages mécaniques
- Bienvenue sur
- Tous les tutos
- La réduction de fraction
Présentation
- Politique de confidencialité
- Enregistrement

Le filetage au tour
de Pierre-André Montandon
Le 13 avril 2023
dans Tournage
Le filetage au tour, permet de réaliser des vis pour lesquelles nous n’aurions pas de filières ou de tarauds adaptés. Il peut aussi être utilisé lorsque l’on veut une vis de grande précision.
Pour réaliser cela, vous avez besoin d’un système de filetage avec une vis mère qui entraine le burin de filetage. Il existe plusieurs systèmes différents. Sur certain tour c’est le chariot du tour qui se déplace. Dans ce cas, la vis mère peut-être celle du chariot supérieur ou petit chariot. Dans d’autre cas, c’est le trainard qui est relié à la vis mère.
Un autre système de filetage au tour existe, comme le mien par exemple qui comporte une patronne (vis mère) et un peigne qui entraine un chariot spécial pour le filetage. Ce système se retrouve principalement sur les tours Schaublin 102.
Dans tous les cas, vous aurez encore besoin d’un train d’engrenage qui lie la broche du tour et la vis mère. On calculera ce train en fonction du pas que l’on veut réaliser et du sens de filetage (gauche ou droite).
Cette opération peut paraître compliquée à calculer, mais en fait ce n’est pas si difficile que cela. Sans entrer dans un détail mathématique compliqué, je vais vous montrer comment on fait. Ensuite on réalisera aussi en même temps une pièce filetée.
Calcul du rapport de pas
Pour commencer un filetage au tour, il faut avant toute chose connaitre le pas de la vis qu’on veut réaliser et le mettre en fraction (tuto sur les fractions ici ). On appellera ce pas P 1 .
Exemples :

Ensuite il faut connaitre le pas de la vis mère (celle qui entraine le burin) qu’on appellera P 2 . Selon les systèmes, on dispose de plusieurs vis mères avec des pas différents.

Choix des engrenages
Il reste maintenant à déterminer le rapport d’engrenage qui correspond à cette fraction. Vous trouverez ici , un tuto sur le calcul des rapports d’engrenage. Je ne vais donc pas m’attarder à cela ici. Toutefois, il est important avant de partir dans le rapport d’engrenage, de connaitre dans quel sens va tourner votre pièce et votre vis mère. Si votre filetage est dans le même sens que la vis mère (droite ou gauche), alors la vis mère tournera dans le même sens que votre pièce, sinon elle tournera dans l’autre sens.
Si vous disposez de plusieurs vis mères, il vous faudra réaliser toutes ces opérations pour chaque vis mère que vous avez. Si aucune solution n’est possible, alors il faut acheter ou fabriquer d’autres engrenages.
Une dernière petite chose importante avant de vous lancer. Si vous disposez d’un système débrayable comme le mien, il faudra faire attention de ne surtout pas débrayer entre les passes, lorsque le pas que vous réalisez n’est pas un diviseur du pas de la vis mère. En d’autre terme, si vous divisez le pas de la vis mère, par le pas à fileter et que le résultat n’est pas un nombre entier, alors ne pas débrayer, sinon on risque de ne pas se retrouver dans le bon pas. En pratique si vous avez plusieurs vis mère et que votre système est débrayable, vous choisirez de préférence, une vis mère qui est un multiple du pas à fileter. Si vous ne débrayez pas, il faudra absolument dégager le burin lors du retour, afin de permettre le rattrapage du jeu qu’il y a dans la vis et les engrenages.
Montage des roues
Voilà, maintenant passons à la pratique. Je dois réaliser une vis M33 x 2.00. J’ai une vis mère avec un pas de 2mm. Je vais donc partir sur mon premier exemple pour le montage des roues.

Sur mon système, la première roue solidaire de la broche comporte 50 dents. Donc j’ai monté la dernière roue (celle solidaire de la vis mère), une roue de 50 dents. Entre deux, c’est uniquement de la transmission et inversion de sens. On voit que j’ai aussi utilisé deux roues qui n’engrènent avec rien. Elles sont là uniquement comme entretoises.
Montage du système de filetage
Avant de fileter, il est nécessaire de connaître l’angle d’inclinaison de l’hélice du filetage, afin d’incliner notre burin de la bonne valeur. Lorsque l’on dessine un profil de pas, il est en fait en coupe perpendiculaire au filet. Donc notre burin qui a la même forme que le profil dessiné, doit être incliné pour respecter ce profil. Vous trouverez la formule pour calculer cet angle dans le pdf suivant, ainsi que la formule pour calculer la profondeur du pas. Ces formules sont pour un pas métrique.
Pdf profile pas M33x2.00
La mesure sur pige (M) que vous avez trouvée dans le pdf, peut vous être utile, si vous réalisez une vis et que vous n’avez pas l’écrou pour tester votre filetage. Vous pouvez prendre un morceau de matière de votre stock, que vous mesurez précisément et vous faite le calcul avec ce diamètre de piges. Si vous le faites comme cela, avec des piges à tenir dans la main, vous avez meilleures temps d’en prendre que deux.
Je vais maintenant monter la vis mère et préparer le chariot de filetage. Dans la vidéo qui suit, vous verrez le système par peigne et patronne qui est présent sur bons nombres de tours Schaublin 102.
Passons maintenant aux derniers réglages.
On est maintenant prêt à fileter. Je mets personnellement toujours, quel que soit le diamètre, la plus petite vitesse de rotation et j’adapte mes profondeurs de passes en fonction.
Réalisation
En résumer, ce qu’il faut comprendre du filetage au tour, c’est que ça dépanne très bien, mais que c’est relativement long à mettre en place. En tout cas pour le système par peigne et patronne. Par contre ce système à l’avantage d’avoir plusieurs vis mères interchangeables. Tous les systèmes nous permettent de réaliser n’importe quel pas, pour autant que l’on dispose des bonnes roues dentées.
J’espère que cela vous a permit d’y voir un peu plus claire sur le filetage au tour. N’hésitez pas à laisser vos commentaires en dessous.
Retrouvez également toutes mes vidéos sur ma chaine YouTube .
Tocs de tour
3 commentaires.
Ajouter un commentaire →

Bonjour, pourquoi tourner à l’envers ?
Pierre-André Montandon
Bonjour filou, avec un burin circulaire comme celui que j’ai utilisé, j’ai le choix de tourner dans le sens que je veux. Je trouvais plus sécurisant de m’éloigner de la pièce que de venir contre une portée plus grande. C’est uniquement pour cette raison. Après, on a pas toujours le choix.
Amicalement PAM

Charles Dupré
Salut Filou Si tu n’as pas de burin circulaire, tu peux faire la même chose (tourner à l’envers) avec un burin pour un filetage intérieur. C’est très pratique lorsque l’on n’a pas de frein sur le tour.
Laisser un commentaire Annuler la réponse
Votre adresse e-mail ne sera pas publiée. Les champs obligatoires sont indiqués avec *
Commentaire *
Enregistrer mon nom, mon e-mail et mon site dans le navigateur pour mon prochain commentaire.
Fièrement propulsé par WordPress & Thème par Anders Norén
Le site d'infos sur les tubes en acier ronds !
Guide complet du tournage des tubes en acier : Principes, techniques et outils essentiels
9 juillet 2023 / admin
Le tournage des tubes en acier est une technique essentielle dans le domaine de l’usinage . Cet article a pour objectif de vous guider à travers les principes fondamentaux du tournage, les différentes opérations, les outils nécessaires et les meilleures pratiques pour obtenir des résultats optimaux . Que vous soyez un bricoleur passionné ou un professionnel de l’industrie, ce guide complet vous aidera à approfondir vos connaissances et à améliorer vos compétences en matière de tournage des tubes en acier .
Cet article explore en profondeur le tournage des tubes en acier, en mettant l’accent sur les techniques, les applications et les bonnes pratiques . À travers différents chapitres, nous avons abordé des sujets tels que le calcul de l’avance, la profondeur de passe, la vitesse de coupe et les différents outils de tournage . Nous avons également discuté des procédures et des conseils pour les opérations de tournage intérieur, ainsi que pour l’usinage mécanique des tubes .
Nous avons souligné l’importance des paramètres de coupe, tels que la vitesse de coupe, l’avance et la profondeur de passe, pour obtenir des résultats optimaux lors du tournage des tubes en acier . Des exemples concrets et des formules ont été fournis pour aider les lecteurs à calculer ces paramètres de manière précise .
Nous avons également examiné le rôle des machines de tournage, notamment le tour à métaux et le tour CNC, ainsi que les différentes opérations de tournage possibles, telles que le tournage conique, le filetage et le dressage . Des conseils pratiques ont été donnés pour améliorer l’efficacité et la qualité du tournage .
De plus, nous avons abordé l’importance de l’industrie de la métallurgie et des entreprises d’usinage dans le domaine du tournage des tubes en acier . Nous avons mis en évidence l’expertise et les compétences spécifiques requises pour réaliser des opérations de tournage de haute qualité .
Enfin, l’article a exploré les applications polyvalentes du tournage des tubes en acier, notamment dans des industries telles que l’aéronautique, l’automobile, la construction navale et l’industrie pétrolière . Des exemples d’usinage de tubes en acier ont été donnés pour différentes pièces finies, démontrant la diversité des possibilités offertes par cette technique .
En résumé, cet article fournit une vision complète du tournage des tubes en acier, en présentant des informations essentielles, des techniques avancées et des conseils pratiques . Que vous soyez un bricoleur, un professionnel de l’usinage ou simplement curieux du sujet, cet article vous aidera à approfondir vos connaissances et à atteindre des résultats de tournage précis et de haute qualité .
Principe du tournage : Comprendre les bases
Avant de plonger dans les détails techniques, il est essentiel de comprendre le principe du tournage . Le tournage consiste à enlever progressivement de la matière d’une pièce en rotation à l’aide d’un outil de coupe spécifique . Cette opération permet de donner à la pièce la forme et les dimensions souhaitées . Le tournage est couramment utilisé pour fabriquer des pièces cylindriques, des filetages, des surfaces planes et bien d’autres formes complexes .
Calcul de l’avance en tournage : Méthodes et formules
L’avance en tournage est un paramètre essentiel qui détermine la distance parcourue par l’outil de coupe le long de la pièce à chaque tour complet . Un calcul précis de l’avance est crucial pour obtenir des résultats optimaux en termes de qualité, de précision et de durabilité de l’usinage . Dans cette section, nous explorerons différentes méthodes et formules utilisées pour calculer l’avance en tournage de manière efficace .
Méthode de calcul de l’avance en tournage
Il existe plusieurs méthodes pour calculer l’avance en tournage, dont les plus couramment utilisées sont la méthode basée sur la vitesse de rotation et la méthode basée sur le nombre de passes . Examinons chaque méthode en détail .
Méthode basée sur la vitesse de rotation
La méthode basée sur la vitesse de rotation est l’une des approches les plus simples et courantes pour calculer l’avance en tournage . Elle implique de prendre en compte la vitesse de rotation de la pièce, exprimée en tours par minute ( tpm ), et la distance parcourue par l’outil de coupe pendant un tour complet . La formule générale pour cette méthode est la suivante :
Avance (A) = Vitesse de rotation (N) x Distance parcourue par l’outil par tour complet (D)
Dans cette formule, la vitesse de rotation est exprimée en tours par minute ( tpm ) et la distance parcourue par l’outil est généralement exprimée en millimètres ( mm ) ou en pouces ( inch ) .
Il est important de noter que la distance parcourue par l’outil de coupe par tour complet dépend de la géométrie de l’outil et peut varier en fonction de la forme de l’outil utilisé .
Méthode basée sur le nombre de passes
Une autre méthode courante pour calculer l’avance en tournage est basée sur le nombre de passes nécessaires pour usiner la pièce . Cette méthode prend en compte la longueur totale de la pièce à usiner (L), le nombre de passes (P) et la profondeur de passe (Dp) . La formule générale pour cette méthode est la suivante :
Avance (A) = Longueur totale de la pièce (L) / (Nombre de passes (P) x Profondeur de passe (Dp))
Dans cette formule, la longueur totale de la pièce et la profondeur de passe sont généralement exprimées en millimètres ( mm ) ou en pouces ( inch ), et le nombre de passes est un nombre entier .
Cette méthode permet de calculer l’avance en fonction de la longueur totale de la pièce et de la profondeur de passe désirée, en divisant la longueur totale par le produit du nombre de passes et de la profondeur de passe .
Choix de la méthode appropriée
Le choix de la méthode de calcul de l’avance dépend de plusieurs facteurs, tels que la complexité de la pièce à usiner, la précision requise, la géométrie de l’outil de coupe, ainsi que des préférences personnelles et de l’expérience de l’opérateur .
La méthode basée sur la vitesse de rotation est souvent préférée pour les opérations de tournage simples et courantes, où la distance parcourue par l’outil de coupe par tour complet est connue ou peut être facilement mesurée .
La méthode basée sur le nombre de passes est souvent utilisée pour les pièces plus complexes nécessitant plusieurs passes pour obtenir les dimensions et les finitions requises . Elle permet de diviser la longueur totale de la pièce en plusieurs segments plus faciles à usiner .
Il est important de noter que ces méthodes servent de point de départ et peuvent nécessiter des ajustements en fonction des conditions de coupe, de la dureté de l’acier, de la géométrie de l’outil de coupe et d’autres facteurs spécifiques à chaque opération de tournage .
Le calcul de l’avance en tournage est une étape essentielle pour obtenir des résultats précis et de haute qualité . Les méthodes basées sur la vitesse de rotation et sur le nombre de passes sont couramment utilisées pour calculer l’avance en fonction des paramètres spécifiques de chaque opération de tournage . Le choix de la méthode appropriée dépend de la complexité de la pièce, des exigences de précision et des préférences de l’opérateur . En utilisant ces méthodes et en les adaptant en fonction des conditions de coupe, vous pourrez calculer l’avance de manière efficace et obtenir des résultats optimaux lors du tournage des tubes en acier .
Opérations de tournage intérieur : Procédures et conseils
Le tournage intérieur est une opération essentielle du processus d’usinage qui permet de réaliser des alésages, des perçages ou des formes creuses à l’intérieur d’une pièce en acier . Cette technique nécessite des outils spéciaux conçus pour atteindre et usiner les zones internes de la pièce . Dans ce chapitre, nous allons détailler les différentes étapes à suivre pour réaliser des opérations de tournage intérieur avec succès, ainsi que partager des conseils pratiques pour éviter les erreurs courantes et obtenir des résultats précis et de haute qualité .
Étape 1 : Préparation et fixation de la pièce
Avant de commencer l’opération de tournage intérieur, il est essentiel de préparer et de fixer correctement la pièce sur le tour à métaux . Assurez-vous que la pièce est bien fixée à l’aide d’un mandrin adapté ou d’un autre système de serrage approprié pour garantir sa stabilité lors de l’usinage . Vérifiez également que la pièce est correctement centrée pour éviter tout désalignement et obtenir des résultats précis .
Étape 2 : Choix de l’outil de coupe approprié
Sélectionnez un outil de coupe spécialement conçu pour les opérations de tournage intérieur . Ces outils, tels que les barres d’alésage ou les plaquettes de carbure spécifiques, sont conçus pour atteindre les zones internes de la pièce et pour enlever efficacement la matière . Assurez-vous que l’outil de coupe est adapté à la taille et à la géométrie de l’alésage ou du perçage que vous souhaitez réaliser .
Étape 3 : Réglage des paramètres de coupe
Avant de commencer l’usinage, il est important de régler les paramètres de coupe appropriés . Cela inclut la vitesse de rotation de la pièce, l’avance de l’outil de coupe, la profondeur de passe et la vitesse de coupe . Consultez les recommandations du fabricant de l’outil de coupe et référez-vous aux données techniques pour déterminer les paramètres optimaux en fonction du matériau de la pièce et de la taille de l’alésage ou du perçage .
Étape 4 : Positionnement de l’outil de coupe
Placez l’outil de coupe de manière à ce qu’il atteigne la zone interne de la pièce à usiner . Assurez-vous que l’outil est bien fixé et positionné de manière stable . Vous pouvez utiliser un porte-outil spécifique ou un mandrin porte-outil adapté pour maintenir l’outil de coupe en place .
Étape 5 : Usinage de l’alésage ou du perçage
Commencez l’usinage en engageant progressivement l’outil de coupe dans l’alésage ou le perçage . Assurez-vous de maintenir une pression constante tout en évitant les vibrations excessives . Utilisez des mouvements réguliers et fluides pour enlever la matière de manière uniforme . Faites des passes successives si nécessaire pour atteindre la profondeur ou les dimensions souhaitées .
Étape 6 : Contrôle et mesures
Après avoir terminé l’opération de tournage intérieur, vérifiez les dimensions de l’alésage ou du perçage en utilisant des outils de mesure tels que des micromètres ou des jauges spécifiques . Effectuez des contrôles réguliers pour vous assurer que les spécifications de la pièce sont respectées . Si des ajustements sont nécessaires, répétez l’opération en modifiant les paramètres de coupe si nécessaire .
Conseils pratiques pour le tournage intérieur
- Utilisez des lubrifiants ou des fluides de coupe appropriés pour faciliter l’usinage et prolonger la durée de vie de l’outil de coupe .
- Surveillez attentivement l’état de l’outil de coupe pendant l’opération de tournage intérieur . Remplacez-le dès qu’il montre des signes d’usure excessive ou de détérioration .
- Assurez-vous de respecter les consignes de sécurité lors de l’opération de tournage intérieur, en portant des équipements de protection individuelle tels que des lunettes de sécurité et des gants .
- Évitez les vitesses de coupe excessivement élevées qui pourraient entraîner une surchauffe de l’outil de coupe ou de la pièce .
- Effectuez un équilibrage adéquat de la pièce pour éviter les vibrations excessives qui pourraient affecter la précision de l’usinage .
Les opérations de tournage intérieur sont essentielles pour réaliser des alésages, des perçages ou des formes creuses à l’intérieur des pièces en acier . En suivant les étapes de préparation appropriées, en choisissant les bons outils de coupe et en réglant les paramètres de coupe adéquats, vous pouvez obtenir des résultats précis et de haute qualité . Suivez les conseils pratiques pour éviter les erreurs courantes et assurez-vous de respecter les mesures de sécurité pendant l’opération de tournage intérieur . Avec de la pratique et de l’expérience, vous serez en mesure de maîtriser cette technique et d’obtenir des pièces usinées internes de manière efficace et précise .
Calcul de la profondeur de passe en tournage : Techniques avancées
La profondeur de passe en tournage est un paramètre clé qui détermine la quantité de matière enlevée à chaque passage de l’outil de coupe . Le choix d’une profondeur de passe appropriée est essentiel pour garantir la stabilité du processus d’usinage, la qualité des surfaces usinées et la durée de vie de l’outil . Dans ce chapitre, nous explorerons différentes techniques avancées pour calculer la profondeur de passe en fonction de la géométrie de la pièce à usiner et des conditions de coupe .
Méthodes de calcul de la profondeur de passe
Il existe plusieurs méthodes pour calculer la profondeur de passe en tournage, chacune adaptée à des situations spécifiques . Voici quelques-unes des techniques avancées les plus couramment utilisées :
Méthode de l’approche empirique
Cette méthode consiste à choisir une profondeur de passe initiale en fonction de l’expérience de l’opérateur et des recommandations du fabricant de l’outil de coupe . La profondeur de passe peut être ajustée progressivement en fonction des résultats obtenus, en surveillant les vibrations, la qualité des surfaces usinées et l’état de l’outil . Cette approche permet d’affiner la profondeur de passe au fur et à mesure de l’usinage pour obtenir les meilleurs résultats .
Méthode basée sur le rapport de l’outil
Cette méthode utilise le rapport entre le diamètre de l’outil de coupe et le diamètre de la pièce pour calculer la profondeur de passe maximale recommandée . Le rapport recommandé varie en fonction de la géométrie de l’outil et des conditions de coupe . Par exemple, pour un rapport de 1:10, la profondeur de passe maximale est égale à un dixième du diamètre de l’outil de coupe .
Méthode basée sur la résistance de la pièce
Cette méthode tient compte de la résistance du matériau de la pièce à usiner pour déterminer la profondeur de passe appropriée . Elle implique de calculer la puissance requise pour l’usinage en fonction des paramètres de coupe et de la résistance du matériau . La profondeur de passe est ensuite ajustée pour que la puissance de coupe reste dans la plage optimale .
Méthode basée sur les vibrations
Les vibrations excessives peuvent affecter la qualité de l’usinage et réduire la durée de vie de l’outil . Cette méthode consiste à surveiller les vibrations pendant l’usinage et à ajuster la profondeur de passe pour minimiser les vibrations . Une profondeur de passe plus faible peut être choisie si des vibrations sont détectées, tandis qu’une profondeur de passe plus élevée peut être utilisée si les vibrations restent dans des limites acceptables .
Facteurs à prendre en compte
Lors du calcul de la profondeur de passe en tournage, il est important de tenir compte de plusieurs facteurs, tels que :
- La résistance du matériau de la pièce : Les matériaux plus durs nécessitent généralement une profondeur de passe plus faible pour réduire la charge sur l’outil de coupe .
- La rigidité de la machine : Les machines plus rigides peuvent tolérer des profondeurs de passe plus élevées sans générer de vibrations excessives .
- La géométrie de la pièce : La forme de la pièce, la présence de cavités ou de zones difficiles d’accès peuvent limiter la profondeur de passe possible .
- Les paramètres de coupe : La vitesse de rotation, l’avance, la vitesse de coupe et les angles d’attaque doivent être pris en compte pour déterminer la profondeur de passe optimale .
Le calcul de la profondeur de passe en tournage est essentiel pour assurer la stabilité du processus d’usinage, la qualité des surfaces usinées et la durée de vie de l’outil de coupe . En utilisant des techniques avancées telles que l’approche empirique, le rapport de l’outil, la résistance de la pièce et les vibrations, vous pouvez déterminer la profondeur de passe appropriée en fonction de la géométrie de la pièce et des conditions de coupe spécifiques . N’oubliez pas de tenir compte des facteurs tels que la résistance du matériau, la rigidité de la machine, la géométrie de la pièce et les paramètres de coupe pour obtenir les meilleurs résultats en termes de qualité, de précision et de durée de vie de l’outil . En affinant progressivement la profondeur de passe tout au long de l’usinage, vous pourrez réaliser des opérations de tournage avec succès et atteindre les spécifications désirées pour vos pièces en acier .
Calcul de la vitesse de coupe en tournage : Facteurs influents
La vitesse de coupe est un paramètre essentiel qui influe directement sur la qualité de l’usinage lors du tournage des tubes en acier . Elle représente la distance parcourue par l’outil de coupe le long de la pièce en une minute . Calculer la vitesse de coupe adéquate est crucial pour obtenir des résultats optimaux en termes de finition de surface, de durée de vie de l’outil et de productivité . Dans ce chapitre, nous examinerons les différents facteurs qui influent sur le calcul de la vitesse de coupe en tournage et fournirons des conseils pratiques ainsi que des formules pour déterminer la vitesse de coupe optimale .
Facteurs influents sur la vitesse de coupe
Plusieurs facteurs doivent être pris en compte lors du calcul de la vitesse de coupe en tournage :
- Matériau de la pièce : La composition chimique et les propriétés physiques du matériau de la pièce ont un impact significatif sur la vitesse de coupe optimale . Différents types d’acier ont des caractéristiques de coupe distinctes, et il est important de considérer la dureté, la ténacité et la conductivité thermique du matériau lors du calcul de la vitesse de coupe .
- Dureté de l’acier : La dureté de l’acier a une influence directe sur la vitesse de coupe . Les aciers plus durs nécessitent généralement une vitesse de coupe plus faible pour réduire l’usure de l’outil de coupe et maintenir une bonne qualité de surface .
- Type d’outil de coupe : Différents types d’outils de coupe, tels que les outils en carbure, les outils en céramique ou les outils en acier rapide, ont des performances de coupe spécifiques . Chaque type d’outil de coupe a ses propres recommandations de vitesse de coupe pour des matériaux spécifiques .
- Profondeur de passe : La profondeur de passe influe sur la vitesse de coupe . Une profondeur de passe plus importante peut nécessiter une réduction de la vitesse de coupe pour éviter les vibrations excessives et les charges élevées sur l’outil de coupe .
Formules pour calculer la vitesse de coupe
Il existe différentes formules pour calculer la vitesse de coupe en tournage, en fonction des facteurs mentionnés ci-dessus . Voici quelques-unes des formules couramment utilisées :
Formule générale : La formule générale pour calculer la vitesse de coupe en tournage est la suivante : Vitesse de coupe (VC) = Pi x Diamètre de la pièce x Vitesse de rotation
Dans cette formule, la vitesse de coupe est exprimée en mètres par minute ( m/min ), le diamètre de la pièce est exprimé en millimètres ( mm ) et la vitesse de rotation est exprimée en tours par minute ( tpm ) .
Formule spécifique pour les matériaux : Certains matériaux, tels que l’acier inoxydable ou l’acier au carbone, peuvent nécessiter des formules spécifiques pour calculer la vitesse de coupe optimale . Consultez les recommandations du fabricant de l’outil de coupe ou référez-vous aux tables de coupe spécifiques aux matériaux pour trouver les formules appropriées .
Conseils pratiques pour le calcul de la vitesse de coupe
- Consultez les recommandations du fabricant de l’outil de coupe pour connaître les plages de vitesse de coupe recommandées pour les différents matériaux et types d’outils .
- Prenez en compte la dureté de l’acier et la profondeur de passe pour ajuster la vitesse de coupe en conséquence . Les aciers plus durs nécessitent généralement une vitesse de coupe plus faible .
- Utilisez des lubrifiants ou des fluides de coupe appropriés pour réduire la chaleur générée lors de l’usinage et améliorer la durée de vie de l’outil de coupe .
- Effectuez des essais et des ajustements progressifs pour optimiser la vitesse de coupe en fonction des résultats obtenus, de la qualité de surface et de l’usure de l’outil .
Le calcul de la vitesse de coupe en tournage est une étape cruciale pour obtenir des résultats optimaux en termes de qualité d’usinage, de durée de vie de l’outil et de productivité . En tenant compte du matériau de la pièce, de la dureté de l’acier, du type d’outil de coupe et de la profondeur de passe, vous pouvez déterminer la vitesse de coupe appropriée en utilisant les formules adaptées . Suivez les conseils pratiques, ajustez la vitesse de coupe en fonction des résultats obtenus et utilisez des lubrifiants appropriés pour optimiser vos opérations de tournage des tubes en acier .
Outils de tournage : Types, caractéristiques et utilisation
Les outils de tournage jouent un rôle crucial dans la réalisation d’opérations de tournage efficaces et précises . Ils permettent d’enlever la matière et de façonner les pièces en acier selon les spécifications requises . Il existe une grande variété d’outils de coupe disponibles sur le marché, chacun étant conçu pour répondre à des besoins spécifiques . Dans ce chapitre, nous examinerons les principaux types d’outils de tournage, leurs caractéristiques distinctives et les situations dans lesquelles ils sont le plus efficaces . De plus, nous vous donnerons des conseils sur l’affûtage, l’entretien et le choix des outils de tournage adaptés à vos besoins .
Principaux types d’outils de tournage
- Outils à plaquettes amovibles : Ces outils sont équipés de plaquettes de coupe interchangeables, ce qui permet de remplacer uniquement les plaquettes lorsqu’elles sont émoussées ou endommagées . Les plaquettes sont disponibles dans une grande variété de matériaux et de géométries, offrant ainsi une flexibilité et une polyvalence considérables . Les outils à plaquettes amovibles sont largement utilisés dans les opérations de tournage en raison de leur facilité d’utilisation et de leur économie de temps .
- Outils en carbure monobloc : Ces outils sont fabriqués en carbure de tungstène et présentent une grande résistance à l’usure . Ils sont adaptés pour l’usinage de matériaux durs et abrasifs tels que l’acier inoxydable et les alliages de titane . Les outils en carbure monobloc sont disponibles dans une variété de géométries de coupe pour répondre aux besoins spécifiques de chaque opération de tournage .
- Outils en acier rapide ( HSS ) : Les outils en acier rapide sont fabriqués à partir d’un acier haute performance . Ils offrent une bonne résistance à l’usure et conviennent aux opérations de tournage générales sur une large gamme de matériaux . Ces outils sont souvent utilisés dans les applications nécessitant une flexibilité et une capacité à absorber les vibrations .
- Outils en céramique : Les outils en céramique sont fabriqués à partir de matériaux céramiques durs, tels que l’oxyde d’aluminium et le nitrure de silicium . Ils sont extrêmement résistants à la chaleur et à l’usure, ce qui les rend idéaux pour les opérations de tournage à haute vitesse et l’usinage de matériaux réfractaires . Les outils en céramique sont souvent utilisés dans les applications aérospatiales et de haute précision .
Caractéristiques et utilisation des outils de tournage
Chaque type d’outil de tournage présente des caractéristiques distinctives qui le rendent adapté à certaines applications . Voici quelques-unes des caractéristiques clés à prendre en compte lors du choix d’un outil de tournage :
- Géométrie de coupe : Les outils de tournage sont disponibles dans une variété de géométries de coupe, telles que les outils à angle, les outils à plaquette positive, les outils à plaquette négative, etc . Chaque géométrie offre des avantages spécifiques en termes de finition de surface, d’évacuation des copeaux et de résistance à l’usure .
- Matériau de l’outil : Les outils de tournage peuvent être fabriqués à partir de différents matériaux, tels que le carbure de tungstène, l’acier rapide ou la céramique . Chaque matériau offre des propriétés spécifiques en termes de résistance à l’usure, de conductivité thermique et de durée de vie de l’outil .
- Type de coupe : Les outils de tournage peuvent être utilisés pour des coupes en avalant, des coupes en avalant à pleine largeur, des coupes en avalant en plongée, des coupes en avalant par filetage, etc . Chaque type de coupe est adapté à des opérations spécifiques et peut influencer la vitesse de coupe, l’avance et la profondeur de passe .
Conseils pratiques pour l’affûtage et l’entretien des outils de tournage
- Affûtez régulièrement les outils de tournage pour maintenir des performances optimales . Suivez les recommandations du fabricant pour l’affûtage et utilisez des dispositifs d’affûtage appropriés pour obtenir des arêtes de coupe nettes .
- Vérifiez l’usure de l’outil de coupe et remplacez-le lorsque nécessaire . L’utilisation d’outils émoussés peut entraîner une mauvaise qualité de surface, une usure excessive de l’outil et une réduction de la durée de vie de l’outil .
- Assurez-vous que les outils de tournage sont correctement fixés dans le porte-outil pour éviter les vibrations excessives et les problèmes de précision .
- Nettoyez les copeaux et les débris de l’outil de coupe après chaque opération de tournage . Utilisez des brosses appropriées et des lubrifiants pour faciliter le processus de nettoyage .
- Stockez les outils de tournage dans un endroit sec et propre pour éviter la corrosion et les dommages .
Les outils de tournage sont des éléments essentiels pour réaliser des opérations de tournage efficaces et précises . En choisissant les bons types d’outils de coupe et en tenant compte des caractéristiques spécifiques, vous pouvez améliorer la qualité de l’usinage, prolonger la durée de vie de l’outil et optimiser la productivité . N’oubliez pas de prendre en considération la géométrie de coupe, le matériau de l’outil et le type de coupe approprié à chaque opération de tournage . En effectuant un affûtage régulier, en assurant un bon entretien et en choisissant les outils adaptés à vos besoins, vous pourrez atteindre des performances optimales lors de vos opérations de tournage sur les tubes en acier .
Réalisation du tournage mécanique : Étapes essentielles
Le tournage mécanique est une technique couramment utilisée dans l’usinage des tubes en acier . Cette section vous guidera à travers les étapes essentielles de la réalisation du tournage mécanique . En suivant une séquence logique, vous apprendrez comment préparer la machine, monter la pièce, choisir les bons outils, régler les paramètres de coupe et effectuer le tournage de manière précise et efficace . Nous vous fournirons également des conseils pratiques pour éviter les erreurs courantes et obtenir des résultats de haute qualité .
Étape 1 : Préparation de la machine
Avant de commencer le tournage mécanique, il est essentiel de préparer la machine pour assurer son bon fonctionnement . Assurez-vous que la machine est correctement alignée et en bon état de fonctionnement . Vérifiez également les lubrifiants, les systèmes de refroidissement et les autres composants essentiels pour garantir des conditions de travail optimales .
Étape 2 : Montage de la pièce
Montez la pièce sur la machine de tournage en utilisant un mandrin adapté ou un système de serrage approprié . Assurez-vous que la pièce est correctement centrée et solidement fixée pour éviter tout désalignement ou mouvement indésirable pendant l’usinage . Si nécessaire, utilisez des dispositifs de centrage et de serrage supplémentaires pour garantir la stabilité de la pièce .
Étape 3 : Choix des outils de coupe
Sélectionnez les bons outils de coupe en fonction de la géométrie de la pièce, du matériau à usiner et des opérations spécifiques que vous souhaitez réaliser . Assurez-vous que les outils sont en bon état, correctement affûtés et adaptés aux conditions de coupe requises . Utilisez des outils de haute qualité pour obtenir des résultats précis et éviter les problèmes tels que les vibrations excessives et l’usure prématurée de l’outil .
Étape 4 : Réglage des paramètres de coupe
Configurez les paramètres de coupe appropriés pour le tournage de la pièce en acier . Cela comprend la vitesse de rotation de la pièce, l’avance de l’outil de coupe, la profondeur de passe et la vitesse de coupe . Consultez les recommandations du fabricant de l’outil et référez-vous aux données techniques pour déterminer les paramètres optimaux en fonction du matériau de la pièce et des spécifications requises .
Étape 5 : Tournage de la pièce
Commencez le processus de tournage en engageant l’outil de coupe dans la pièce . Veillez à maintenir une pression constante tout en évitant les vibrations excessives . Utilisez des mouvements réguliers et fluides pour enlever la matière de manière uniforme . Contrôlez régulièrement la qualité de la surface usinée et effectuez des ajustements si nécessaire pour atteindre les spécifications requises .
Conseils pratiques pour le tournage mécanique
- Surveillez attentivement l’état de l’outil de coupe pendant le tournage . Remplacez-le dès qu’il montre des signes d’usure excessive ou de détérioration .
- Respectez les consignes de sécurité lors du tournage mécanique, en portant des équipements de protection individuelle tels que des lunettes de sécurité et des gants .
- Contrôlez régulièrement les dimensions et la qualité de la surface usinée pour vous assurer que les spécifications sont respectées . Effectuez des ajustements si nécessaire .
- Nettoyez soigneusement la machine et l’aire de travail après chaque opération de tournage pour maintenir un environnement propre et sûr .
La réalisation du tournage mécanique sur les tubes en acier requiert une préparation minutieuse, un choix judicieux des outils de coupe et une configuration appropriée des paramètres de coupe . En suivant les étapes essentielles, en utilisant des outils de haute qualité et en respectant les bonnes pratiques, vous pouvez obtenir des résultats précis et de haute qualité . N’oubliez pas de surveiller l’état de l’outil de coupe, de contrôler régulièrement la qualité de la surface usinée et de prendre des mesures de sécurité pour assurer un processus d’usinage efficace et sécurisé . Avec de la pratique et de l’expérience, vous serez en mesure de maîtriser l’art du tournage mécanique sur les tubes en acier et d’obtenir des pièces usinées selon les spécifications requises .
Autres opérations de tournage : Exploration des possibilités
En plus des opérations de base telles que le tournage intérieur et l’usinage mécanique, il existe de nombreuses autres opérations de tournage qui offrent une grande polyvalence dans la fabrication de pièces en acier . Ces techniques avancées permettent de réaliser des formes complexes, des filetages précis, des surfaces planes et bien d’autres caractéristiques spécifiques . Dans cette section, nous explorerons ces différentes opérations de tournage et vous présenterons les méthodes et les outils spécifiques nécessaires pour les réaliser avec succès .
- Tournage conique : Le tournage conique est utilisé pour créer des surfaces coniques sur les pièces en acier . Cela peut être réalisé en utilisant un chariot transversal incliné ou un dispositif spécialisé pour ajuster l’angle de coupe . Des outils de coupe adaptés sont utilisés pour obtenir des formes précises et des finitions de surface de haute qualité .
- Filetage : Le filetage consiste à créer des filets ou des rainures en spirale sur la surface extérieure d’une pièce . Cela peut être réalisé à l’aide d’un outil de coupe fileté spécifique, tel qu’un taraud, ou d’un dispositif de filetage sur la machine de tournage . Les filetages peuvent être réalisés selon différentes normes et spécifications, en fonction des besoins de la pièce .
- Dressage : Le dressage est utilisé pour obtenir des surfaces planes et perpendiculaires à l’axe de la pièce . Cela peut être réalisé en utilisant un outil de coupe spécifique, tel qu’un outil de dressage, qui élimine la matière en une passe linéaire . Le dressage est couramment utilisé pour obtenir des surfaces d’appui, des faces de joints ou des surfaces de référence .
- Rainurage : Le rainurage consiste à créer des rainures ou des cannelures sur la surface de la pièce . Cela peut être réalisé à l’aide d’outils de coupe spécifiques, tels que des outils à rainurer ou des outils à gorge, qui permettent de réaliser des formes précises . Le rainurage est utilisé pour des applications telles que la création de cannelures pour les joints toriques ou les systèmes d’étanchéité .
- Chanfreinage : Le chanfreinage est utilisé pour créer des chanfreins ou des biseaux sur les bords des pièces en acier . Cela peut être réalisé à l’aide d’outils de coupe spécifiques, tels que des fraises à chanfreiner, qui éliminent une petite quantité de matière pour obtenir des bords biseautés . Le chanfreinage est couramment utilisé pour éliminer les bords tranchants et faciliter l’assemblage des pièces .
- Ébauche et finition : L’ébauche consiste à enlever rapidement une grande quantité de matière lors du tournage d’une pièce, tandis que la finition consiste à obtenir une surface lisse et de haute qualité . Différents outils de coupe et paramètres de coupe peuvent être utilisés pour l’ébauche et la finition, en fonction de la précision et de la qualité de surface requises .
- Profilage : Le profilage consiste à créer des formes spécifiques sur la surface d’une pièce en acier . Cela peut être réalisé à l’aide d’outils de coupe spécifiques, tels que des outils à profiler, qui permettent de sculpter la pièce selon les spécifications requises . Le profilage est utilisé pour créer des formes complexes, des rainures décoratives ou des contours précis .
Il est important de choisir les bons outils de coupe, de régler les paramètres de coupe adéquats et de suivre des techniques appropriées pour chaque opération de tournage spécifique . Les machines de tournage modernes offrent une grande précision et une variété d’options pour réaliser ces opérations avancées . Assurez-vous de consulter les recommandations du fabricant de la machine et des outils de coupe, et de vous familiariser avec les techniques de tournage spécifiques à chaque opération .
Les opérations de tournage avancées offrent une grande polyvalence dans la fabrication de pièces en acier . En explorant des techniques telles que le tournage conique, le filetage, le dressage, le rainurage et bien d’autres, vous pouvez créer des formes complexes, des surfaces précises et des caractéristiques spécifiques . Choisissez les outils de coupe appropriés, réglez les paramètres de coupe adéquats et suivez les bonnes pratiques pour obtenir des résultats de haute qualité . Expérimentez et développez vos compétences pour maîtriser ces opérations de tournage avancées et repousser les limites de la fabrication de pièces en acier .
Retrouvez également sur notre forum quelles sont les 4 opérations basiques d’usinage …
Machines de tournage : Tour à métaux et autres équipements
Les machines de tournage sont des équipements essentiels dans le processus d’usinage des tubes en acier . Elles permettent de réaliser des opérations de tournage précises et efficaces . Dans cette section, nous vous présenterons différents types de machines de tournage, notamment le tour à métaux conventionnel et le tour CNC ( Commande Numérique par Ordinateur ) . Vous apprendrez leurs fonctionnalités, leurs avantages et leurs limitations, ainsi que des conseils pour choisir la machine adaptée à vos besoins spécifiques .
Tour à métaux conventionnel
Le tour à métaux conventionnel est une machine polyvalente utilisée depuis des décennies dans l’industrie de l’usinage . Il est composé d’un bâti solide, d’une broche motorisée et d’un chariot qui se déplace le long de l’axe de rotation . Les opérations de tournage sont réalisées manuellement à l’aide de commandes manuelles pour ajuster l’avance, la vitesse de rotation et la profondeur de passe . Les tours à métaux conventionnels sont appréciés pour leur simplicité d’utilisation, leur polyvalence et leur coût relativement abordable .
Avantages du tour à métaux conventionnel
- Polyvalence : Le tour à métaux conventionnel permet de réaliser une large gamme d’opérations de tournage, du tournage extérieur au tournage intérieur, du filetage au chanfreinage .
- Contrôle manuel : Les opérations sont effectuées manuellement, ce qui offre une flexibilité et un contrôle précis de chaque mouvement .
- Coût abordable : Les tours à métaux conventionnels sont généralement moins coûteux que les tours CNC, ce qui les rend accessibles à un plus large éventail d’entreprises .
Limitations du tour à métaux conventionnel
- Compétences requises : L’utilisation d’un tour à métaux conventionnel nécessite une certaine expertise et expérience pour obtenir des résultats précis et de haute qualité .
- Productivité limitée : Les opérations manuelles peuvent être plus lentes que celles réalisées sur des tours CNC, ce qui peut limiter la productivité globale .
Tour CNC ( Commande Numérique par Ordinateur )
Le tour CNC est une machine de tournage automatisée contrôlée par ordinateur . Il est équipé d’un système de commande numérique qui permet de programmer les opérations de tournage avec précision . Les tours CNC offrent une grande précision, une productivité élevée et une répétabilité constante des opérations .
Avantages du tour CNC
- Programmation précise : Les opérations de tournage sont programmées à l’aide de logiciels de commande numérique, ce qui permet d’obtenir une précision élevée et une répétabilité constante .
- Productivité élevée : Les tours CNC peuvent fonctionner de manière continue et automatisée, ce qui permet d’augmenter la productivité et d’optimiser les temps d’usinage .
- Flexibilité : Les tours CNC offrent une grande flexibilité en termes de création de formes complexes, de réalisation de filetages précis et d’autres opérations avancées .
Limitations du tour CNC
- Coût élevé : Les tours CNC sont généralement plus coûteux que les tours à métaux conventionnels, ce qui peut représenter un investissement plus important .
- Formation requise : L’utilisation d’un tour CNC nécessite une formation spécialisée pour maîtriser les logiciels de commande numérique et optimiser les paramètres d’usinage .
Conseils pour choisir la machine de tournage adaptée
- Évaluez vos besoins spécifiques en termes de volume de production, de complexité des pièces, de précision requise et de budget disponible .
- Considérez le niveau de compétence de vos opérateurs et la disponibilité de formation spécialisée pour les machines CNC .
- Consultez les fabricants et les fournisseurs pour obtenir des conseils et des recommandations sur les machines adaptées à votre activité .
- Pensez à l’avenir et à l’évolutivité de votre activité . Une machine CNC peut offrir des possibilités d’expansion et d’automatisation plus grandes à long terme .
Les machines de tournage, qu’il s’agisse de tours à métaux conventionnels ou de tours CNC, jouent un rôle essentiel dans le processus d’usinage des tubes en acier . Le choix entre un tour à métaux conventionnel et un tour CNC dépendra de vos besoins spécifiques en termes de polyvalence, de précision, de productivité et de budget . Les tours à métaux conventionnels offrent une approche manuelle plus flexible et abordable, tandis que les tours CNC offrent une automatisation précise et une productivité élevée . Évaluez soigneusement vos besoins et consultez des experts pour choisir la machine de tournage qui convient le mieux à votre entreprise .
Le tournage en pratique : Conseils et astuces pour des résultats optimaux
Pour obtenir des résultats optimaux lors du tournage des tubes en acier, il est important de suivre des bonnes pratiques et de connaître les astuces du métier . Dans cette section, nous partagerons des conseils pratiques qui vous aideront à améliorer votre efficacité, votre précision et votre sécurité lors du processus de tournage .
Choix du matériau
- Sélectionnez le matériau de la pièce en fonction des spécifications requises, de la résistance et de la facilité d’usinage .
- Considérez les propriétés du matériau telles que la dureté, la ductilité et la résistance à l’usure .
Fixation de la pièce
- Assurez-vous que la pièce est correctement fixée et centrée sur la machine de tournage pour éviter les vibrations et les mouvements indésirables .
- Utilisez des dispositifs de serrage appropriés et vérifiez régulièrement leur état pour assurer une fixation sécurisée .
Utilisation des lubrifiants
- Utilisez des lubrifiants ou des fluides de coupe adaptés pour faciliter l’usinage et prolonger la durée de vie de l’outil de coupe .
- Appliquez régulièrement les lubrifiants sur la zone de coupe pour réduire la friction et dissiper la chaleur .
Contrôle des vibrations
- Surveillez les vibrations pendant le processus de tournage, car elles peuvent affecter la qualité de la surface usinée et la durée de vie de l’outil .
- Assurez-vous que la pièce est correctement fixée, utilisez des outils de coupe appropriés et évitez les avances excessives pour minimiser les vibrations .
Surveillance des paramètres de coupe
- Contrôlez régulièrement les paramètres de coupe tels que la vitesse de rotation de la pièce, l’avance de l’outil et la profondeur de passe .
- Effectuez des ajustements si nécessaire pour maintenir des paramètres optimaux en fonction du matériau de la pièce et des spécifications requises .
Affûtage des outils
- Veillez à affûter régulièrement les outils de coupe pour maintenir leur tranchant et leur performance .
- Utilisez des dispositifs d’affûtage adaptés et suivez les recommandations du fabricant pour obtenir des résultats optimaux .
Contrôle de la qualité
- Contrôlez régulièrement la qualité de la surface usinée pour vous assurer qu’elle répond aux spécifications requises .
- Utilisez des instruments de mesure tels que des micromètres, des calibres et des rugosimètres pour vérifier les dimensions et la finition de la surface .
- Respectez toujours les consignes de sécurité lors du tournage, en portant des équipements de protection individuelle tels que des lunettes de sécurité et des gants .
- Familiarisez-vous avec les procédures d’urgence et assurez-vous que les dispositifs de sécurité de la machine sont en bon état de fonctionnement .
En suivant ces conseils pratiques, vous pourrez améliorer votre efficacité, votre précision et votre sécurité lors du tournage des tubes en acier . N’hésitez pas à expérimenter et à ajuster vos techniques en fonction des besoins spécifiques de chaque projet . Avec de la pratique et de l’expérience, vous développerez des compétences solides et obtiendrez des résultats optimaux dans vos opérations de tournage .
Usinage sur tour : Procédures et bonnes pratiques
L’usinage sur tour est une compétence essentielle pour tout opérateur de machine à tournage . Dans cette section, nous vous guiderons à travers les procédures et les bonnes pratiques pour usiner une pièce sur un tour . Vous apprendrez comment choisir et fixer la pièce, effectuer les différentes opérations de tournage, utiliser les outils de coupe de manière efficace, mesurer et contrôler les dimensions, et réaliser les finitions nécessaires . Des exemples concrets illustreront chaque étape du processus .
- Sélectionnez une pièce en fonction des spécifications requises, en tenant compte de la taille, de la forme et du matériau .
- Assurez-vous que la pièce est correctement fixée sur le tour à l’aide d’un mandrin, d’un système de serrage ou d’autres dispositifs de fixation appropriés . Vérifiez que la pièce est bien centrée et solidement fixée pour éviter tout désalignement ou mouvement indésirable pendant l’usinage .
- Choisissez les outils de coupe adaptés en fonction de la géométrie de la pièce, du matériau à usiner et des opérations spécifiques que vous souhaitez réaliser .
- Assurez-vous que les outils sont en bon état, correctement affûtés et bien fixés dans le porte-outil . Vérifiez leur alignement et leur stabilité avant de commencer l’usinage .
- Configurez les paramètres de coupe appropriés en fonction du matériau de la pièce, de la profondeur de passe, de la vitesse de rotation et de l’avance de l’outil .
- Suivez les recommandations du fabricant de l’outil et référez-vous aux données techniques pour déterminer les paramètres optimaux . Effectuez des ajustements si nécessaire pour obtenir les spécifications requises .
- Commencez l’usinage en engageant l’outil de coupe dans la pièce . Suivez une séquence logique en effectuant les différentes opérations de tournage telles que le tournage extérieur, le tournage intérieur, le filetage, le chanfreinage, etc .
- Maintenez une pression constante et utilisez des mouvements réguliers et fluides pour enlever la matière de manière uniforme . Soyez attentif aux vibrations excessives et ajustez les paramètres de coupe si nécessaire .
- Utilisez des instruments de mesure tels que des micromètres, des calibres, des jauges et des rugosimètres pour mesurer et contrôler les dimensions de la pièce usinée .
- Contrôlez régulièrement la qualité de la surface usinée pour vous assurer qu’elle répond aux spécifications requises . Effectuez des ajustements si nécessaire pour atteindre les tolérances dimensionnelles et les finitions nécessaires .
- Une fois l’usinage principal terminé, effectuez les finitions nécessaires telles que le polissage, le meulage ou le dressage pour obtenir la qualité de surface et les caractéristiques de forme souhaitées .
- Utilisez des outils et des techniques appropriés pour réaliser les finitions de manière précise et soignée .
Il est essentiel de suivre ces procédures et ces bonnes pratiques pour obtenir des résultats optimaux lors de l’usinage sur tour . Soyez attentif à la sécurité tout au long du processus, en portant des équipements de protection individuelle et en suivant les procédures de sécurité de l’atelier . N’hésitez pas à expérimenter, à développer vos compétences et à consulter les experts pour améliorer vos techniques d’usinage sur tour . Avec de la pratique et de l’expérience, vous serez en mesure de maîtriser cette compétence essentielle et d’obtenir des pièces usinées selon les spécifications requises .
Tournage et métallurgie : L’importance de l’industrie
Le tournage des tubes en acier joue un rôle crucial dans l’industrie de la métallurgie . Cette section mettra en évidence l’importance de l’industrie de l’usinage, son impact sur d’autres secteurs économiques et son rôle dans la fabrication de produits de haute qualité . Nous mettrons également en évidence les normes de qualité, les certifications et les exigences spécifiques auxquelles les fabricants doivent se conformer pour garantir des résultats fiables et durables .
L’importance de l’industrie de l’usinage
- L’industrie de l’usinage, y compris le tournage des tubes en acier, est essentielle dans la fabrication de pièces et de composants pour de nombreux secteurs économiques tels que l’automobile, l’aérospatiale, l’énergie, la construction, …
- Les opérations de tournage permettent de créer des pièces précises, adaptées aux spécifications, et jouent un rôle clé dans la fabrication de produits finaux de haute qualité .
Impact sur d’autres secteurs économiques
- L’industrie de l’usinage soutient de nombreux autres secteurs économiques en fournissant des pièces et des composants essentiels à leur fonctionnement .
- Par exemple, dans le secteur de l’automobile, le tournage des tubes en acier est crucial pour la fabrication de moteurs, d’essieux, de suspensions, de systèmes de transmission, …
Normes de qualité et certifications
- Les fabricants d’usinage sont tenus de respecter des normes de qualité strictes pour garantir des produits fiables et durables .
- Des certifications telles que la norme ISO 9001 garantissent la conformité aux exigences de qualité et la mise en place de systèmes de gestion de la qualité efficaces .
Exigences spécifiques de l’industrie
- L’industrie de l’usinage des tubes en acier a des exigences spécifiques en termes de tolérances dimensionnelles, de finitions de surface, de résistance aux contraintes, …
- Les fabricants doivent être capables de répondre à ces exigences en utilisant des équipements de pointe, des techniques de tournage avancées et des matériaux de haute qualité .
Collaboration avec les clients
- Les fabricants d’usinage collaborent étroitement avec leurs clients pour comprendre leurs besoins spécifiques, leurs spécifications et leurs contraintes techniques .
- Cette collaboration permet d’optimiser les processus de tournage, d’identifier des solutions innovantes et d’assurer la satisfaction des clients .
Recherche et développement
- L’industrie de l’usinage est en constante évolution, avec des progrès technologiques et des innovations qui permettent d’améliorer l’efficacité, la précision et la durabilité des opérations de tournage .
- Les fabricants investissent dans la recherche et le développement pour rester à la pointe de la technologie et répondre aux besoins changeants du marché .
L’industrie de l’usinage, y compris le tournage des tubes en acier, joue un rôle vital dans la fabrication de produits de haute qualité pour divers secteurs économiques . Les fabricants d’usinage doivent respecter des normes de qualité rigoureuses, travailler en collaboration avec leurs clients et investir dans la recherche et le développement pour rester compétitifs sur le marché . Grâce à leur expertise, leur savoir-faire et leur engagement envers l’excellence, ils contribuent à la croissance de l’industrie de la métallurgie et à l’innovation technologique .
L’entreprise d’usinage : Rôle et expertise
Les entreprises d’usinage jouent un rôle essentiel dans la réalisation des opérations de tournage des tubes en acier . Dans cette section, nous examinerons le rôle d’une entreprise d’usinage, ses compétences et son expertise spécifique dans le domaine du tournage . Nous discuterons également des critères à prendre en compte lors du choix d’un partenaire d’usinage et des avantages potentiels de collaborer avec des professionnels qualifiés .
Rôle d’une entreprise d’usinage
- Une entreprise usinage est spécialisée dans la fabrication de pièces métalliques en utilisant des machines-outils, telles que des tours, pour réaliser des opérations de tournage .
- Son rôle principal est de transformer les tubes en acier bruts en pièces usinées conformes aux spécifications du client .
Compétences et expertise en tournage
- Les entreprises d’usinage possèdent une expertise approfondie dans les techniques de tournage des tubes en acier .
- Elles maîtrisent les connaissances techniques, les compétences en programmation, l’utilisation des outils de coupe et le contrôle de la qualité nécessaires pour obtenir des résultats précis et de haute qualité .
Critères de choix d’un partenaire d’usinage
- Capacités techniques : Vérifiez si l’entreprise dispose de machines modernes, d’outils de coupe de qualité et d’une équipe compétente pour répondre à vos besoins spécifiques en tournage des tubes en acier .
- Expérience et expertise : Renseignez-vous sur l’expérience de l’entreprise dans le domaine de l’usinage des tubes en acier et vérifiez ses références clients .
- Certification et normes de qualité : Assurez-vous que l’entreprise est certifiée et respecte les normes de qualité en vigueur pour garantir des résultats fiables et conformes .
Avantages de collaborer avec des professionnels qualifiés
- Expertise technique : Travailler avec des professionnels qualifiés en tournage des tubes en acier vous assure un niveau élevé de compétence et de connaissances spécialisées .
- Qualité et précision : Les entreprises d’usinage expérimentées ont les compétences nécessaires pour réaliser des opérations de tournage précises, répondant aux tolérances dimensionnelles et aux finitions de surface requises .
- Délais de production respectés : Les professionnels qualifiés sont en mesure de gérer efficacement les délais de production et de fournir des pièces dans les délais convenus .
- Collaboration personnalisée : Les entreprises d’usinage expérimentées peuvent collaborer étroitement avec vous, en vous offrant des conseils d’experts, des solutions personnalisées et une flexibilité dans l’adaptation à vos besoins spécifiques .
Collaborer avec une entreprise d’usinage qualifiée dans le tournage des tubes en acier présente de nombreux avantages . Leur expertise, leur équipement moderne et leurs compétences techniques garantissent des résultats de haute qualité, répondant aux spécifications requises . Prenez le temps de choisir un partenaire d’usinage qui répond à vos exigences spécifiques en termes de capacités techniques, d’expérience et de certifications . Une collaboration efficace avec des professionnels qualifiés vous permettra de bénéficier de pièces usinées de qualité, de respecter les délais de production et de maximiser la valeur ajoutée pour votre entreprise .
Usinage de l’acier : Techniques spécifiques pour des résultats précis
L’acier est l’un des matériaux les plus couramment usinés lors du tournage des tubes . Dans cette section, nous explorerons les techniques spécifiques à utiliser lors de l’usinage de l’acier . Vous découvrirez les facteurs importants à prendre en compte, tels que la dureté de l’acier, la température de coupe, les outils de coupe adaptés et les méthodes de refroidissement efficaces . Des exemples pratiques vous aideront à comprendre comment obtenir des résultats précis et de haute qualité lors de l’usinage de l’acier .
- Dureté de l’acier : L’acier peut avoir une large gamme de dureté, ce qui nécessite l’utilisation d’outils de coupe appropriés pour assurer une coupe efficace et réduire l’usure de l’outil .
- Température de coupe : L’usinage de l’acier peut générer une chaleur importante . Il est essentiel de contrôler la température de coupe pour éviter la déformation de la pièce et l’usure prématurée de l’outil .
- Vitesse de coupe : La vitesse de coupe doit être adaptée à la dureté de l’acier . Une vitesse trop faible peut provoquer des vibrations et une mauvaise finition, tandis qu’une vitesse trop élevée peut entraîner une surchauffe et une usure excessive de l’outil .
Outils de coupe adaptés
- Les aciers plus durs nécessitent des outils de coupe revêtus de carbure ou de céramique, qui offrent une meilleure résistance à l’usure .
- Les aciers plus doux peuvent être usinés avec des outils en acier rapide ( HSS ) ou des plaquettes en carbure .
Méthodes de refroidissement
- Utilisez des lubrifiants de coupe spécialement formulés pour l’usinage de l’acier afin de réduire la chaleur et la friction pendant le processus de coupe .
- Les liquides de refroidissement peuvent être appliqués directement sur la zone de coupe pour évacuer la chaleur et prolonger la durée de vie de l’outil .
Contrôle de la température
- Surveillez régulièrement la température de coupe pour éviter la surchauffe de l’acier . Utilisez des capteurs de température et des techniques de refroidissement appropriées pour maintenir la température dans une plage acceptable .
Surveillance de l’usure de l’outil
- Contrôlez régulièrement l’usure de l’outil de coupe en inspectant ses arêtes et en mesurant sa longueur .
- Remplacez l’outil lorsque son usure atteint un niveau critique pour assurer la précision et la qualité de l’usinage .
Stabilité du processus
- Assurez-vous que la pièce est correctement fixée pour minimiser les vibrations et les déformations pendant l’usinage de l’acier .
- Utilisez des outils de coupe rigides et maintenez des paramètres de coupe stables pour obtenir des résultats précis et une finition de surface de haute qualité .
En utilisant ces techniques spécifiques lors de l’usinage de l’acier, vous pourrez obtenir des résultats précis et de haute qualité . N’oubliez pas d’ajuster les paramètres de coupe en fonction de la dureté de l’acier, de surveiller la température de coupe et de contrôler l’usure de l’outil . Collaborer avec des experts en usinage de l’acier peut également vous aider à optimiser vos techniques et à obtenir des résultats fiables et durables dans vos opérations de tournage .
Le tournage et ses applications : Polyvalence et utilité
Le tournage des tubes en acier présente une grande polyvalence et trouve de nombreuses applications dans différents secteurs industriels . Dans cette section, nous explorerons les domaines où le tournage est largement utilisé, tels que l’aéronautique, l’automobile, la construction navale, l’industrie pétrolière, etc . Nous mettrons en évidence les avantages du tournage par rapport à d’autres techniques d’usinage et les raisons pour lesquelles il est choisi dans diverses applications .
Applications dans l’aéronautique
- Le tournage est largement utilisé dans l’industrie aéronautique pour la fabrication de pièces critiques telles que les arbres d’hélice, les composants du train d’atterrissage, les structures internes des moteurs, …
- Les avantages du tournage dans ce domaine incluent la précision dimensionnelle, la capacité à usiner des matériaux résistants à haute température, ainsi que la possibilité de réaliser des formes complexes avec une grande précision .
Applications dans l’automobile
- Le tournage est essentiel dans la fabrication d’une large gamme de composants automobiles tels que les arbres de transmission, les pistons, les culasses, les moyeux de roue, …
- Les avantages du tournage dans l’industrie automobile incluent la production de pièces avec des tolérances dimensionnelles strictes, une grande reproductibilité, une efficacité de production élevée et la possibilité d’usiner des matériaux variés .
Applications dans la construction navale
- Le tournage est largement utilisé dans la fabrication de composants pour les navires, tels que les arbres d’hélice, les hélices, les systèmes de propulsion, les parties internes des moteurs marins, …
- Les avantages du tournage dans ce secteur incluent la capacité à usiner des pièces de grande taille, à obtenir des finitions de surface de haute qualité et à répondre aux normes de résistance et de durabilité requises .
Applications dans l’industrie pétrolière
- Le tournage est utilisé dans la fabrication de pièces pour l’industrie pétrolière, telles que les tiges de forage, les vannes, les raccords, les composants pour les plates-formes offshore, …
- Les avantages du tournage dans ce domaine incluent la capacité à usiner des matériaux résistants à la corrosion, la précision dans les tolérances dimensionnelles et la fiabilité des pièces pour les environnements extrêmes .
Avantages du tournage par rapport à d’autres techniques d’usinage
- Polyvalence : Le tournage permet d’usiner une grande variété de formes et de dimensions de pièces, allant des pièces de petite taille aux pièces de grande envergure .
- Précision dimensionnelle : Le tournage offre une grande précision dans les tolérances dimensionnelles, permettant de produire des pièces aux spécifications requises .
- Finition de surface : Le tournage permet d’obtenir des finitions de surface de haute qualité, réduisant ainsi les opérations de finition supplémentaires .
- Efficacité de production : Le tournage offre une efficacité de production élevée, permettant de fabriquer des pièces en série avec une grande reproductibilité .
Le tournage des tubes en acier présente une polyvalence et une utilité étendues dans de nombreux secteurs industriels . Son importance réside dans sa capacité à usiner des pièces de haute précision, à répondre aux normes de qualité strictes et à fournir des composants essentiels pour diverses applications . En raison de ses avantages par rapport à d’autres techniques d’usinage, le tournage est souvent le choix privilégié dans les industries où la précision, la reproductibilité et la qualité des pièces sont primordiales .
Tour mécanique : Définition et fonctionnement
Le tour mécanique, également connu sous le nom de tour conventionnel, est une machine essentielle dans le tournage des tubes en acier . Dans cette section, nous expliquerons en détail le fonctionnement d’un tour mécanique, ses composants, son utilisation et les opérations qu’il peut effectuer . Vous découvrirez comment régler les paramètres de la machine, utiliser les différents outils de coupe et obtenir des résultats précis grâce à cette machine polyvalente .
Définition du tour mécanique
- Un tour mécanique est une machine-outil utilisée pour réaliser des opérations de tournage, c’est-à-dire pour enlever de la matière d’un tube en acier en rotation, afin de lui donner une forme spécifique .
- Il est composé de différents éléments, tels que le banc, le chariot, la broche, l’outil de coupe et le mandrin, qui permettent de réaliser les opérations de tournage .
Fonctionnement du tour mécanique
- Le tour mécanique fonctionne selon le principe de l’enlèvement de matière par rotation . Le tube en acier est fixé dans le mandrin, qui est ensuite serré pour maintenir la pièce en place .
- La broche du tour, qui est reliée au moteur, fait tourner la pièce à une vitesse définie . Le chariot, contrôlé par un système de vis, déplace l’outil de coupe le long de la pièce pour enlever la matière et lui donner la forme souhaitée .
- Le mouvement de l’outil de coupe peut être réglé pour effectuer des opérations de tournage extérieur, intérieur, conique, filetage, …
Composants du tour mécanique
- Le banc : C’est la base de la machine sur laquelle sont montés les autres composants . Il assure la stabilité et la rigidité de la machine .
- La broche : C’est l’élément rotatif principal qui fait tourner la pièce fixée dans le mandrin .
- Le chariot transversal : Il permet le déplacement de l’outil de coupe perpendiculairement à l’axe de rotation de la pièce .
- Le chariot longitudinal : Il permet le déplacement de l’outil de coupe le long de la pièce, parallèlement à l’axe de rotation .
- L’outil de coupe : Il enlève la matière de la pièce pour réaliser les opérations de tournage .
- Le mandrin : Il est utilisé pour fixer la pièce de manière sécurisée et stable pendant le processus de tournage .
Utilisation du tour mécanique
- Avant de commencer le tournage, il est important de préparer la machine en vérifiant les réglages et en assurant la sécurité .
- La pièce à usiner est fixée dans le mandrin, puis la vitesse de rotation de la broche est réglée en fonction de la dureté de l’acier et du type d’opération à effectuer .
- L’outil de coupe est positionné sur le chariot et réglé pour obtenir la profondeur de coupe souhaitée . Le chariot est ensuite déplacé le long de la pièce pour enlever la matière et réaliser les opérations de tournage .
- Pendant le processus de tournage, il est important de surveiller la qualité de la coupe, de vérifier les dimensions de la pièce et d’ajuster les paramètres de coupe si nécessaire .
Le tour mécanique est une machine polyvalente qui permet de réaliser une grande variété d’opérations de tournage sur les tubes en acier . Son fonctionnement repose sur le mouvement de rotation de la pièce fixée dans le mandrin, associé au déplacement de l’outil de coupe le long de la pièce . En utilisant correctement les réglages, les outils de coupe appropriés et en assurant une surveillance attentive, le tour mécanique permet d’obtenir des résultats précis et de haute qualité dans les opérations de tournage .
Paramètres de coupe en tournage : Réglages essentiels
Les paramètres de coupe sont des éléments clés pour obtenir des résultats optimaux lors du tournage des tubes en acier . Dans cette section, nous vous guiderons à travers les différents paramètres à prendre en compte, tels que la vitesse de coupe, l’avance, la profondeur de passe, l’angle d’attaque, etc . Vous apprendrez comment régler ces paramètres en fonction des caractéristiques de la pièce, du matériau et des conditions de coupe pour obtenir des résultats précis et de haute qualité .
- La vitesse de coupe correspond à la vitesse à laquelle l’outil de coupe se déplace le long de la pièce en une minute .
- Elle dépend du matériau de la pièce, de la dureté de l’acier, de la profondeur de passe et de la finition souhaitée .
- Pour déterminer la vitesse de coupe appropriée, vous pouvez vous référer aux tables de vitesses de coupe recommandées par les fabricants d’outils ou utiliser des formules spécifiques en fonction des paramètres de coupe .
- L’avance correspond à la distance parcourue par l’outil de coupe le long de la pièce par tour complet .
- Elle dépend de la vitesse de rotation de la pièce, du nombre de passes et de la géométrie de l’outil de coupe .
- Pour calculer l’avance, vous pouvez utiliser des formules spécifiques en fonction de ces paramètres, ou vous référer aux tables d’avance recommandées par les fabricants d’outils .
- La profondeur de passe correspond à la quantité de matière enlevée à chaque passage de l’outil de coupe .
- Elle dépend de la rigidité de la machine, de la dureté de l’acier et de la géométrie de l’outil de coupe .
- Pour déterminer la profondeur de passe appropriée, vous pouvez utiliser des formules spécifiques en fonction de ces paramètres ou vous référer aux recommandations des fabricants d’outils .
- L’angle d’attaque est l’angle formé entre la face de coupe de l’outil et la surface de la pièce .
- Il influence la formation des copeaux et l’efficacité de la coupe .
- Un angle d’attaque positif est généralement utilisé pour les aciers tendres, tandis qu’un angle négatif est préféré pour les aciers durs .
- La finition de la surface de la pièce peut être améliorée en utilisant une passe de finition légère après une passe de dégrossissage .
- La passe de finition consiste à réduire la profondeur de coupe et à augmenter la précision de la coupe pour obtenir une surface lisse et précise .
Il est important de noter que les paramètres de coupe peuvent varier en fonction des caractéristiques spécifiques de la pièce, du matériau, des tolérances dimensionnelles requises et des objectifs de finition . Il est recommandé de se référer aux recommandations des fabricants d’outils, aux tables de vitesses de coupe et aux formules spécifiques pour déterminer les paramètres de coupe optimaux .
Lorsque vous réglez les paramètres de coupe, il est également essentiel de surveiller attentivement le processus d’usinage, de mesurer et de vérifier régulièrement les dimensions de la pièce, ainsi que de contrôler l’usure de l’outil de coupe . Des ajustements appropriés peuvent être nécessaires en fonction des conditions réelles d’usinage pour maintenir la qualité et la précision du tournage .
En prenant en compte les différents paramètres de coupe et en les réglant avec précision, vous serez en mesure d’obtenir des résultats optimaux lors du tournage des tubes en acier . Cela vous permettra de réaliser des opérations de tournage précises, de garantir une qualité élevée et de maximiser l’efficacité de production .
Les différents types de tournage : Approches et applications
Le tournage peut être réalisé selon différents types d’approches en fonction des besoins spécifiques de la pièce à usiner . Dans cette section, nous explorerons les principaux types de tournage, tels que le tournage en avalant, le tournage en opposition, le tournage par enlèvement de matière, etc . Vous découvrirez les avantages et les applications de chaque type de tournage, ainsi que les situations dans lesquelles ils sont les plus appropriés .
Tournage en avalant
Le tournage en avalant est la méthode la plus couramment utilisée . L’outil de coupe se déplace dans le sens de la rotation de la pièce, en enlevant de la matière le long de son diamètre .
Cette approche permet d’obtenir des finitions de surface lisses et précises, et convient particulièrement pour les opérations de tournage extérieur .
Tournage en opposition
Le tournage en opposition implique que l’outil de coupe se déplace à contre-sens de la rotation de la pièce .
Cette approche est souvent utilisée pour l’usinage de matériaux fragiles ou difficiles à usiner, afin de minimiser les risques de vibrations et d’améliorer la qualité de la coupe .
Tournage par enlèvement de matière
Le tournage par enlèvement de matière consiste à usiner la pièce en enlevant des copeaux successifs à chaque passage de l’outil de coupe .
Cette méthode est utilisée lorsque des quantités importantes de matière doivent être enlevées, et peut être réalisée avec différentes approches, telles que le tournage en avalant ou le tournage en opposition .
Tournage de profil
Le tournage de profil permet de réaliser des formes spécifiques sur la surface de la pièce, telles que des rainures, des chanfreins, des filetages, …
Cette approche nécessite l’utilisation d’outils de coupe spécifiques, tels que des outils à plaquettes carbure ou des outils à profil spécial .
Tournage de conicité
Le tournage de conicité permet de réaliser des surfaces coniques sur la pièce, avec un angle de cône précis .
Cette approche est souvent utilisée pour les pièces nécessitant des ajustements précis, tels que les cônes d’assemblage ou les surfaces d’étanchéité .
Chaque type de tournage présente des avantages spécifiques et est adapté à des applications particulières . Par exemple, le tournage en avalant est couramment utilisé pour l’usinage de pièces de formes simples, tandis que le tournage en opposition est privilégié pour les matériaux difficiles à usiner . Le choix du type de tournage dépendra des caractéristiques de la pièce, des tolérances dimensionnelles requises et des objectifs de finition .
Il est également important de prendre en compte d’autres facteurs lors du choix du type de tournage, tels que la stabilité du processus d’usinage, les contraintes mécaniques, les exigences de précision et les capacités de la machine de tournage utilisée .
En comprenant les différents types de tournage et en choisissant l’approche appropriée pour chaque situation, vous pourrez obtenir des résultats optimaux lors de l’usinage des tubes en acier . Cela vous permettra de réaliser des opérations de tournage précises, d’optimiser l’efficacité de production et de répondre aux exigences de qualité de vos pièces usinées .
Usinage d’un tube en acier rond sur un tour : Techniques et exemples
L’usinage d’un tube en acier rond sur un tour est une opération courante dans l’industrie de l’usinage . Dans cette section, nous explorerons les techniques et les étapes essentielles pour usiner avec succès un tube en acier sur un tour . Nous fournirons également des exemples concrets d’usinage de tubes en acier pour différentes pièces finies .
- Préparation du tube en acier : Avant de commencer l’usinage, il est essentiel de préparer le tube en acier . Cela peut inclure la coupe à la longueur appropriée et le centrage précis du tube dans le mandrin du tour .
- Choix des outils de coupe : Sélectionnez les outils de coupe appropriés pour l’usinage du tube en acier . Cela dépendra de la géométrie de la pièce à usiner, des tolérances dimensionnelles requises et des propriétés spécifiques de l’acier .
Étape 1 : Tournage extérieur
Pour usiner l’extérieur du tube en acier, utilisez l’outil de coupe adapté et réglez les paramètres de coupe en fonction des caractéristiques de l’acier . Exemple : Usinage d’un tube en acier pour obtenir une surface extérieure cylindrique lisse et précise, prête pour une opération ultérieure d’assemblage ou de montage .
Étape 2 : Tournage intérieur
Si nécessaire, effectuez l’usinage de l’intérieur du tube en acier pour réaliser des alésages, des perçages ou d’autres formes creuses . Exemple : Usinage d’un alésage précis à l’intérieur d’un tube en acier pour permettre l’ajustement d’une pièce d’assemblage ou l’installation d’un composant interne .
Étape 3 : Filetage
Si un filetage est requis, utilisez les outils de coupe appropriés pour réaliser des filetages internes ou externes sur le tube en acier . Exemple : Usinage d’un filetage externe sur un tube en acier pour permettre la connexion avec d’autres composants ou pour l’ajustement d’un écrou .
Étape 4 : Finition et mesure
Une fois les opérations d’usinage principales terminées, effectuez une passe de finition pour obtenir une surface lisse et précise sur le tube en acier . Utilisez des instruments de mesure tels que des micromètres ou des pieds à coulisse pour vérifier les dimensions et la qualité de la pièce usinée .
En utilisant ces étapes et en ajustant les paramètres de coupe en fonction des caractéristiques spécifiques du tube en acier, vous serez en mesure d’usiner avec succès un tube en acier sur un tour . Voici quelques exemples d’usinage de tubes en acier pour différentes pièces finies :
Exemple 1 : Usinage d’un tube en acier pour une entretoise :
- À partir d’un tube en acier de diamètre et de longueur appropriés, réalisez l’usinage extérieur pour obtenir une surface cylindrique précise .
- Réalisez également l’usinage intérieur pour créer un trou centré et de dimensions précises pour l’ajustement de l’entretoise .
Exemple 2 : Usinage d’un tube en acier pour un arbre :
- À partir d’un tube en acier de diamètre et de longueur appropriés, effectuez l’usinage extérieur pour obtenir une surface cylindrique précise pour l’arbre .
- Réalisez l’usinage intérieur pour créer un alésage précis pour l’ajustement d’un roulement ou d’une autre pièce d’assemblage .
Exemple 3 : Usinage d’un tube en acier pour un support de fixation :
- À partir d’un tube en acier de diamètre et de longueur appropriés, effectuez l’usinage extérieur pour obtenir une surface lisse et précise pour le support .
- Réalisez également l’usinage intérieur pour créer des alésages ou des trous filetés pour la fixation de composants supplémentaires .
Ces exemples illustrent différentes utilisations d’usinage de tubes en acier sur un tour pour obtenir des pièces finies spécifiques . En adaptant les techniques d’usinage et les paramètres de coupe en fonction des exigences de chaque pièce, vous pourrez réaliser des usinages précis et de haute qualité sur les tubes en acier .
Le tournage des tubes en acier est un processus complexe et précis qui nécessite une compréhension approfondie des principes fondamentaux, des techniques avancées et des outils utilisés . Dans cet article, nous avons couvert tous les aspects essentiels du tournage, depuis les bases du principe de tournage jusqu’aux différentes opérations, aux machines utilisées et aux meilleures pratiques à suivre . En suivant ces conseils et en développant vos compétences, vous serez en mesure de réaliser des opérations de tournage des tubes en acier avec succès, en obtenant des résultats précis, durables et de haute qualité .
FOIRE AUX QUESTIONS
Le tournage permet de donner à une pièce en acier la forme et les dimensions souhaitées en enlevant progressivement de la matière .
La vitesse de coupe en tournage peut être calculée en utilisant la formule : Vitesse de coupe (VC) = Pi x Diamètre de la pièce x Vitesse de rotation .
Pour usiner une pièce sur un tour, il faut suivre plusieurs étapes, notamment la fixation de la pièce, le choix des outils de coupe, le réglage des paramètres de coupe et l’exécution des opérations de tournage selon une séquence logique .
Le tournage a pour but de donner à une pièce en acier la forme et les dimensions souhaitées en enlevant progressivement de la matière .
Les opérations de tournage comprennent le tournage intérieur, le tournage extérieur, le filetage, le dressage, le rainurage, l’alésage, …
L’outil de tournage est généralement appelé « outil de coupe » ou « outil de tournage » .
Le mécanisme qui maintient la pièce en tournage est appelé « mandrin » ou « plateau de serrage » .
Un tour conventionnel, également appelé tour mécanique, est une machine utilisée pour le tournage des tubes en acier . Il fonctionne grâce à des commandes manuelles et offre une grande polyvalence dans les opérations d’usinage .
Le tournage est choisi pour ses capacités à produire des pièces précises, à haute résistance et de formes complexes, ce qui en fait une technique d’usinage polyvalente et largement utilisée dans de nombreux secteurs industriels .
Pour usiner un tube en acier rond avec un tour, il faut d’abord le fixer solidement dans le mandrin du tour . Ensuite, en utilisant les outils de coupe appropriés, on peut effectuer des opérations de tournage, telles que le dressage, le perçage, le filetage, …, pour obtenir la forme et les dimensions souhaitées .
Un tour CNC, ou Commande Numérique par Ordinateur, est une machine automatisée utilisée pour le tournage des tubes en acier . Il est contrôlé par un logiciel informatique qui permet de programmer précisément les mouvements de coupe, offrant ainsi une grande précision et une automatisation des opérations de tournage .
Ce qu’il faut retenir de cet article :
- Le tournage des tubes en acier est une opération cruciale dans l’usinage des pièces métalliques .
- Le calcul de l’avance, de la profondeur de passe et de la vitesse de coupe est essentiel pour obtenir des résultats précis .
- Différentes opérations de tournage, telles que le tournage intérieur et l’usinage mécanique, nécessitent des techniques spécifiques .
- Le choix des outils de tournage adaptés est crucial pour des performances optimales .
- Le tour mécanique est la machine de tournage conventionnelle largement utilisée, tandis que le tour CNC offre une automatisation et une précision supérieures .
- Les bonnes pratiques, telles que la préparation de la pièce, le contrôle des paramètres de coupe et la finition, sont essentielles pour obtenir des résultats de qualité .
- L’acier est un matériau couramment usiné lors du tournage des tubes, nécessitant des techniques spécifiques en raison de sa dureté et de ses propriétés .
- Le tournage présente une polyvalence et une utilité dans de nombreux secteurs industriels, tels que l’aéronautique, l’automobile et l’industrie pétrolière .
- Les entreprises d’usinage spécialisées offrent une expertise et des compétences essentielles pour réaliser des opérations de tournage de haute qualité .
- En somme, l’article met en évidence l’importance du tournage des tubes en acier, en fournissant des informations détaillées, des techniques avancées et des conseils pratiques pour obtenir des résultats précis et de haute qualité .

Ces articles devraient aussi vous intéresser :
- Le fraisage – Une technique d’usinage polyvalente pour la fabrication de pièces précises : Découvrez les principes et les applications du fraisage, une technique d’usinage essentielle dans l’industrie . Explorez les différentes opérations de fraisage, les types de fraises utilisés, ainsi que les avantages et les applications de cette méthode pour la fabrication de pièces complexes et de haute qualité .
- Courber, cintrer, redresser et écraser des tubes en acier ronds – Techniques d’usinage pour la transformation de tubes métalliques : Découvrez les différentes techniques d’usinage utilisées pour courber, cintrer, redresser et écraser des tubes en acier rond . Cet article explore les méthodes spécifiques pour réaliser ces opérations, les équipements nécessaires, ainsi que les applications industrielles dans lesquelles ces techniques sont couramment utilisées .
Découvrez quelle est la différence entre le tournage et le fraisage via notre forum …
- {{>productsMenu}} Produits
- {{>trendsMenu}} News & Trends
- Machines-outils >
- Outil de Coupe >
- Outil de filetage pour tour
Outils de filetage pour tours
- Mes filtres pour tour Tout supprimer
- Aloris Tool Technology (1)
- Beijing Worldia Diamond Tools Co., Ltd (2)
- C.R.M. di Mazzoccato Arturo & Figli s.r.l. (1)
- Carmex Precision Tools (1)
- Kennametal (1)
- MICRO 100 (1)
- MITSUBISHI MATERIALS (1)
- Sandvik Coromant (1)
- SAU TOOL S.p.A. (1)
- Vargus (1)
- Whizcut of Sweden AB (5)
- externe (8)
- interne (8)
Autres caractéristiques
- à plaquettes (10) à plaquettes amovibles
- main gauche (1)
- pour machine-outil (1) pour tour de décolletage
Entrez en contact avec vos nouveaux clients en un seul endroit, toute l'année
{{product.productLabel}} {{product.model}}
{{#each product.specData:i}} {{name}} : {{value}} {{#i!=(product.specData.length-1)}} {{/end}} {{/each}}
{{{product.idpText}}}

outil de filetage externe CoroThread® 266
... copeaux et la sécurité des process dans les opérations de filetage extérieur au tour . Efficacité à basse ou haute pression d'arrosage. Premier choix pour le filetage extérieur ...

outil de filetage externe WR9510101207004
... résistance à l'abrasion. Les modèles ont une longue durée de vie et assurent une précision optimale du profil de filetage et du pas de filetage Le modèle PCD est idéal pour une utilisation dans des pièces ...

outil de filetage interne NR95951020D2012016309004
... Les outils de filetage interne Worldia PCD et PCBN présentent des niveaux complets de dureté, d'abrasion et de conductivité thermique. Ils garantissent des niveaux plus élevés de profil de filetage ...

outil de filetage interne
... Filetage de traction Le cycle d'usinage consiste à tourner des pièces sur lesquelles un filetage doit ensuite être réalisé. Les pièces ont été manipulées en les retournant, alors pourquoi ne pas repenser ...

outil de filetage externe
Vardex s'est taillé la réputation de système de filetage par tournage amovible n° 1 dans le monde. Vargus, pionnier du domaine, à mis au point la technologie de plaquette de filetage par tournage amovible ...

Outils pour l'extérieur pour filetage SER/L.. Outils pour l'intérieur pour filetage ANR/L.. -Chaque gamme est disponible dans la version R ( outil droite) ...

outil de filetage externe Top Notch™ A-NE
... adaptée à l'usinage des filets Acme, Buttress et API. Idéale pour les applications de filetage à pas grossier et à dents multiples. Garantit une durée de vie de l' outil , un état de surface et une qualité ...

outil de filetage pour tour WhizThread
... utiliser le système de porte- outil WhizFix de renommée mondiale, qui permet à l'opérateur d'indexer la plaquette dans la machine sans retirer le porte- outil . Tournage de filets avec arrosage à haute ...

outil de filetage interne MMT series
Nouveaux outils de filetage - Série MMT Serie MMT pour un filetage précis et à haut rendement Série élargie, plaquettes de classe M additionnelles avec brise-copeaux 3D Nouvelle nuance ...

outil de filetage interne ITL series
... Conçu pour le filetage de plusieurs pas de vis (ANSI, UN et métrique 60°) dans une application de filetage à main gauche, cet outil de filetage à main gauche et à pointe ...

outil de filetage interne ATB series
Vos suggestions d'amélioration :
Veuillez préciser :
Aidez-nous à nous améliorer :
Tous les 15 jours, recevez les nouveautés de cet univers
Merci de vous référer à notre politique de confidentialité pour savoir comment DirectIndustry traite vos données personnelles
- Fraises d'usinage
- Plaquettes de coupe
- Plaquettes de tournage
- Outils de coupe
- Outils de tournage
- Tarauds machines
- Fraises d'usinage Sandvik Coromant
- Fraises d'usinage Worldia
- Plaquettes de coupe Worldia
- Plaquettes de coupe Sandvik Coromant
- Plaquettes de tournage Sandvik Coromant
- Outils de tournage Sandvik Coromant
- Liste des marques
- Compte fabricant
- Compte acheteur
- Nos services
- Inscription newsletter
- À propos de VirtualExpo Group
- Système D Junior
- Les magazines numériques
- Abonnement magazine SystèmeD
- Espace membres
Comment utiliser un minitour d’établi pour usiner ses pièces ?
Modélisme, mécanique ou serrurerie, les possibilités du tour à métaux sont multiples dès qu’il faut usiner une pièce cylindrique, pleine ou creuse, avec précision. Mais sa prise en main demande du temps et l’usinage parfait de l’expérience. Ce minitour d’établi est idéal pour débuter.

Description d'un un minitour d’établi

- Embrayage pour avance automatique ou manuelle
- Marche/arrêt et avant/arrière
- Variateur de vitesse
- Porte-outil
- Chariot transversal
- Réglage chariot transversal
- Contre-pointe
- Poupée mobile
- Réglage contre-pointe
- Réglage vis-mère
Brider la pièce à usiner

- Prise dans un mandrin, la pièce est mise en rotation avant d’être façonnée.
- L’outil de coupe fixé sur le porte-outil se déplace transversalement, afin d’amener la pièce au diamètre souhaité, avec une précision au dixième, voire au centième, de mm .

- La mise en place de l’outil sur la tourelle se fait simplement à l’aide de deux vis.
- Pour éviter le porte-à-faux , la partie tranchante, face vers le haut, doit dépasser de 6 à 8 mm.
- La tourelle peut être ajustée sur le chariot transversal en fonction de la taille de l’ébauche, grâce aux rails usinés.
- Le chariot transversal amène l’outil contre la pièce à usiner.

Commencer avec un mini tour à métaux

Sur le même thème

Mode d'emploi : comment bien utiliser un tour à bois

Choix et utilisation des mini-outils pour le bricolage de précision

Les découpes : quel outil pour quel matériau
Comment réaliser des découpes de métal facilement .

Découper du métal
Nos auteurs.
- Messages non lus
- Messages récents
Le filetage pour tous (tour conventionnel)
Table des matières
Mode opératoire
Différentes méthodes, calcul du train de roues, positionnement de l’outil et prise de passes, contrôle du filet, trucs et astuces pour calculer.
Quelque soit la forme du filet, la façon d’usiner sera toujours la même (exception faite pour les grand pas qui peuvent bénéficier de variantes).
Lorsque l’outil creuse le filet sur la pièce, il se déplace longitudinalement de « 1 pas à faire » par tour de broche. Ce déplacement est créé par la rotation de la vis mère qui doit donc tourner de « X » tours. Les deux déplacement devant être égaux, on a : pas à faire * nb. tours broche = pas vis mère * nb. tours vis mère (X) . Le rapport « pas à faire / pas vis mère » = « nb. tours de vis mère / nb. tours de broche ». Ce rapport est aussi égal à : « produit des nombre de dents des pignons menants / produit des nombre de dents des pignons menés » (en tenant compte d’une éventuelle boîte à vitesses (NORTON ou autre)).
Un filetage est toujours exécuté en plusieurs passes, soit, (en supposant que l’on ait réglé le bon rapport, que les tambours gradués soient à zéro et que l’on soit tangent à la pièce) :

La méthode « B » demande moins de manipulations, mais impose la contrainte de « retomber dans le pas ».
Le rapport indique, au numérateur, le nombre de tours que doit faire la vis mère pendant que la broche tourne d’un nombre de tours égal au dénominateur. Sachant que la vis mère ne peut-être embrayée qu’à chaque tour « entier », le numérateur indique le nombre de tour que doit faire la vis mère entre chaque « embrayage » pour conserver le rapport (et retomber dans le pas). On aura le nombre minimum en rendant la fraction « pas à faire / pas vis mère » irréductible avec un numérateur et un dénominateur entiers.
Filetages débrayables
Si le numérateur de cette fraction réduite vaut « 1 », on peux débrayer et embrayer à chaque tour de vis mère à n’importe quel endroit (le pas à faire est sous multiple du pas de la vis mère). Si le numérateur n’est pas unitaire, voir les méthodes qui suivent, (classées par ordre d’intérêt croissant) :
Filetage méthode « A » (sans débrayer, retour en marche AR)
Cette méthode est simplissime mais est chronophage et utilise la vis mère à outrance (usure prématurée).
Filetage aux repères
- Le but est de matérialiser le moment où il y a coïncidence entre les deux rotations (broche et vis mère) :
- Placer l’outil au départ (un peu en avant de la pièce),
- Embrayer la vis mère et rattraper les jeux (broche & vis mère) en tournant le mandrin,
- Un repère (mobile) sur la broche
- Un repère (fixe) (en face) sur la poupée fixe,
- Un repère (mobile) sur la vis mère (près de la sortie de boîte),
- Un repère (fixe) (en face) sur la sortie de boîte
- Une butée contre le trainard

- Usinez la première passe,
- En fin de passe, dégagez l’outil et débrayez la vis mère,
- Reculez le trainard en butée,
- Attendre la coïncidence des deux groupes de repères pour embrayer (ceci pouvant se faire en tournant le mandrin à la main).
Filetage à la longueur
Supposons que le pas à faire soit « p », que le pas de la vis mère soit « P » et que j’ai arrêté mon tour. Si je débraye la vis mère, je pourrai la ré-embrayer plus loin si le déplacement est multiple de « P » et être « dans un filet » si le déplacement est multiple de « p » . Ce déplacement minimum s’appelle de « PPCM » (Plus Petit Commun Multiple). Tout déplacement multiple du PPCM de « p » et de « P » me permet donc à la fois « de retomber dans le pas » et « d’embrayer la vis mère » .
Le PPCM de deux nombres est le produit des facteurs premiers communs et non communs aux deux nombres.
Feuille de calcul EXCEL pour décomposer les nombres en facteurs premiers.
Ex. : 342 = 2 x 3 x 3 x 19 468 = 2 x 2 x 3 x 3 x 13 (2, 13 et 19 ne sont pas communs, 2, 3 et 3 sont communs) . PPCM = 2 x 2 x 3 x 3 x 13 x 19 = 8892 = 26 x 342 = 19 x 468.
Ex. : Soit à fileter une longueur de 248 mm au pas de 1,75 mm avec une vis mère au pas de 6 mm : 1,75 / 6 = 7 / 24. On peux embrayer tous les 7 tours de vis mère. 7 = 7 x 1 24 = 2 x 2 x 2 x 3 PPCM (de 7 & 24) = 2 x 2 x 2 x 3 x 7 = 4 x 42 PPCM (de 1,75 & 6) = 42 La plus petite longueur multiple de 42 et supérieure à 248 est 6 x 42 = 252 mm.
– Faire une passe et arrêter le tour en fin de passe, vis mère embrayée. – Mettre un repère (mobile) sur la vis mère là où elle sort de la boîte et un repère (fixe) (en face), sur la sortie de boîte. – Placer une butée fixe sur le banc, coté début du filetage, à la longueur calculée précédemment (252 mm). – Vous pouvez débrayer la vis mère et remettre le tour en marche. – Reculer le trainard en butée. Quand le repère mobile sur la vis mère est en face du repère fixe sur la sortie de boîte, vous pouvez embrayer.

Appareil à retomber dans le pas
Le numérateur de la fraction vue précédemment indique le nombre de tours (ce peut-être un multiple de ce nombre) que doit faire la vis mère avant de pouvoir embrayer, la liaison broche-vis mère n’ayant jamais été interrompue ! Il suffit donc de « compter et visualiser » le nombre de tour que fait la vis mère. Si une roue dentée engrène avec la vis mère, elle tourne d’une dent à chaque tour de vis. Pour « compter » « N » tours, il faut que la roue ait « N » dents. Chaque fois que cette roue aura fait un tour, on pourra embrayer. Dans la pratique, il n’est pas toujours possible d’avoir une roue de « N » dents (roue trop petite). On choisira alors une roue de « k x N » dents et on pourra embrayer chaque fois que la roue aura fait « 1/k » tour (la roue entrainera donc un disque portant « k » repères régulièrement espacés).
Il faut donc choisir une roue dont le nombre de dents soit un multiple du numérateur de la fraction « pas à faire / Pas vis mère », (fraction en nombres entiers, réduite à sa plus simple expression) et l’associer à un disque ayant le nombre voulu de repères.
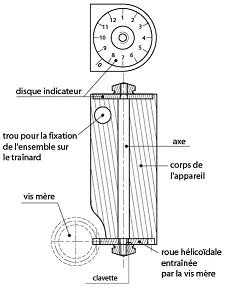
Ex. : Pas de 3,5 mm, vis mère au pas de 6 mm. Fraction = 3,5/6 = 7/12. Nous pouvons embrayer tous les « 7 » tours de vis mère. Nous choisirons une roue de 35 dents associée à un disque portant 5 repères.
– Placez l’outil au point de départ, vis mère embrayée, jeux rattrapés, – Alignez l’un des 5 repères du disque avec le repère fixe de l’appareil à retomber dans le pas, – Usinez. – Vous pouvez débrayer à n’importe quel moment (en dégageant l’outil), déplacer le trainard à droite ou a gauche., – Vous pourrez ré-embrayer la vis mère chaque fois que l’un des 5 repères du disque sera en face du repère fixe de l’appareil à retomber dans le pas. Il existe des tableaux donnant le nombre de dents, le nombre de repères du disque à monter sur l’appareil à retomber dans le pas en fonction du pas à faire et du pas de la vis mère. Il est toutefois facile de créer son propre tableau adapté à son tour et au pas à produire. Vous trouverez à la fin du tuto des trucs et astuces pour calculer dans des cas extrêmes.
Pas à faire et vis mère métriques
Vous usinerez un pas « exact ».
- Vous avez une boîte de filetage :
Réglez-la pour qu’elle indique le bon pas si elle le permet. Si le pas à faire ne figure pas parmi ses possibilités, condamnez-la en choisissant le pas qui correspond à celui de la vis mère (soit rapport 1/1) et utilisez la méthode ci-dessous.
- Vous n’avez pas de boîte de filetage (ou une boîte minimaliste, du genre 1/2, 1/1 & 2/1) :
Il n’y a aucun problème pour trouver une combinaison à 4, 6 ou 8 roues. Décomposez la fraction initiale pour trouver une équivalence sous la forme (a x b x c) / (d x e x f) ou (a x b) / (c x d). Des logiciels le font pour vous si vous le souhaitez.
Pas à faire métrique et vis mère en pouce (ou l’inverse)
- Vous avez une roue de 127 dents :
- Vous n’avez pas de roue de 127 dents :
Vous ne pouvez usiner qu’un pas « approché ».
Dans ce cas, remplacez « 25,4 » par 280/11 (erreur 5,5 E-2) ou par 330/13 (erreur 1,5 E-2) ou par 432/17 (erreur 1,2 E-2) ou par 1600/63 (erreur 3,2 E-3). Opérez comme au paragraphe 1) ci-dessus.
Pas à faire « au module » et vis mère métrique
Il faut remplacer « π » par 22/7 (erreur 1,3 E-3) ou par 245/78 (erreur 5,7 E-4) ou par 377/120 (erreur 7,4 E-5) ou par 3927/1250 (erreur 7,3 E-6) ou par 355/113 (erreur 2,7 E-7). Opérez comme au paragraphe 1) ci-dessus.
Logiciels de calcul
Il existe de nombreux logiciels que vous pouvez configurer suivant les caractéristiques de votre tour et qui vous donneront les roues à monter sur la lyre, en fonction d’une éventuelle erreur admise s’il s’agit d’un pas approché. Citons : – Lathe gears.exe (gratuit, sur le net). (un message qui en parle pour créer « son tour » ) . – Ppignon-0.99.exe (sur le forum). A télécharger ici.
L’outil (ARS ou pastille carbure) à la forme du filet à obtenir. Il doit être bien placé par rapport à l’axe de la pièce. On se sert généralement d’une « sardine » en choisissant le modèle adapté au filet à produire :

Cas du filet « ISO » (triangulaire) : Si l’outil est en ARS, il est affûté pour usiner les flancs et le fond du filet. S’il s’agit de pastilles, vous avez le choix entre des pastilles à profil partiel (comme l »ARS, qui usinent les flancs et le fond, utilisables pour plusieurs pas en faisant abstraction du rayon de fond de filet) et des pastilles à profil complet qui usinent en plus le rayon de sommet. Ces dernières ne peuvent servir que pour le pas pour lequel elles ont été prévues.

Pour les grands pas (hélice >6°), il y a lieu d’incliner l’outil suivant l’angle d’hélice moyenne. L’outil se place à hauteur d’axe. Exception pour un outil ARS qui peut être « au dessus du centre » dans la méthode Américaine (h ≤ Ønoyau /4) :
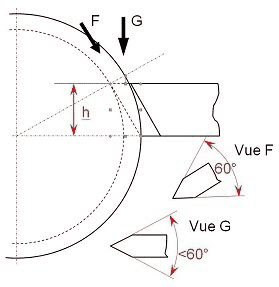
Réservé à l’ébauche en grande série. L’axe de l’outil doit être perpendiculaire à l’axe de la vis.
Le petit chariot peut être :
– Parallèle à l’axe (pénétration droite) ou incliné à 60° (+0°, +3°) par rapport à l’axe de la vis (pénétration oblique) :
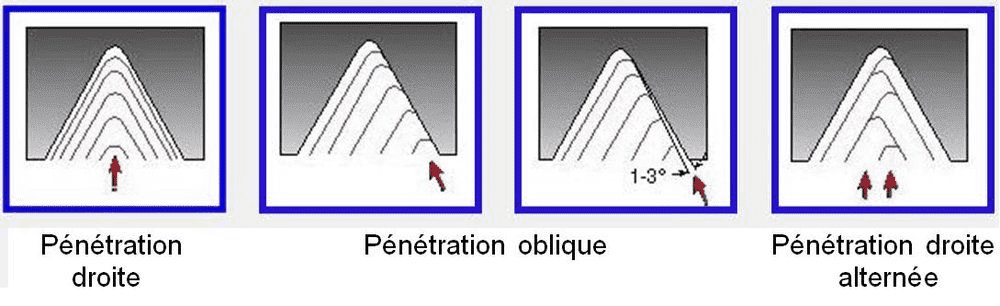
Dans toutes ces façons de faire, on peut opter pour des passes constantes ou variables :
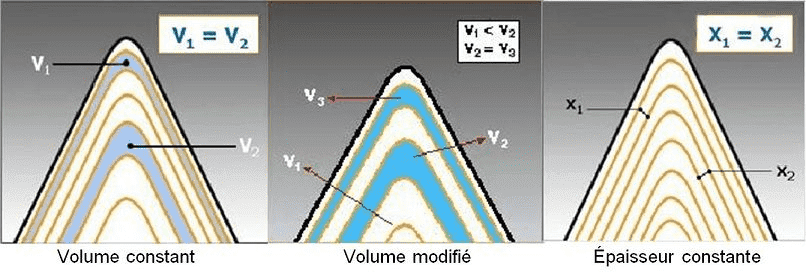
Un tuto sur le filetage pénétration oblique.
Pour déterminer toutes les positions de l’outil (transversalement et longitudinalement) ainsi que pour connaître les diamètres, « Vardex TT Generator » (logiciel gratuit, Version en ligne ou téléchargement sur le net ) vous secondera en vous donnant tous les paramètres voulus (même en pénétration alternée), si vous faites abstraction de l’outil (que vous n’aurez pas forcément) et de la vitesse de coupe (que vous ne respecterez pas toujours).
Un exemple des données récapitulatives fournies par ce logiciel .
La valeur des tambours gradués et la valeur de la hauteur du filet ne suffisent pas pour décider de la fin de l’opération et de sa réussite . Pour l’usinage d’un filet « ordinaire », l’essai d’assemblage entre la pièce mâle et la pièce femelle peut suffire. Lorsque le niveau d’exigence le requière, un contrôle plus rigoureux s’impose. Il peut se faire :
– A l’aide de calibres à limites :

– par mesure à l’aide d’un micromètre adapté avec touches en vé. Les touches sont interchangeables pour s’adapter au pas à contrôler :

– en plaçant 3 piges dans le filet et en mesurant la « cote sur piges » avec un micromètre standard. Plutôt que d’utiliser 3 piges indépendantes, il existe des plaques (selon le pas) venant coiffer les touches des comparateurs (plus faciles à utiliser que les piges indépendantes) :

Pour un filetage ISO 60°, la mesure doit être : L = Df + 3 D, « Df » étant le diamètre à fond de filet du triangle générateur du profil et « D » le diamètre des piges dépendant du pas. Tout ceci est donné dans le PDF joint. Vous trouverez ici un programme EXCEL pour calculer la « cote sur piges » pour les filetages les plus courants.
Vous devez être en mesure maintenant d’usiner votre (premier) filetage !
Pour ceux et celles qui veulent tout faire en autonomie :
PGCD de deux nombres :
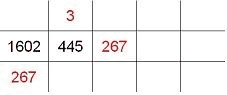
Diviser (division entière) le plus grand par le plus petit. Quotient = 3, reste = 267.
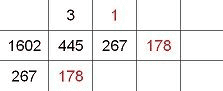
Diviser le plus petit par le dernier reste (267). Quotient = 1, reste = 178.
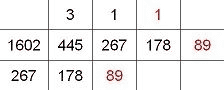
Diviser le reste précédent (267) par le dernier reste (178). Quotient = 1, reste = 89.
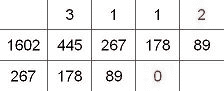
Diviser le reste précédent (178) par le dernier reste (89). Quotient = 2, reste = 0. Quand le reste vaut « 0 », le dernier diviseur utilisé est le « PGCD ».
Réduction d’une fraction
Supposons que la fraction soit 1602/445.
- 89 étant le PCGD de ces deux nombres, la fraction réduite est (1602/89) / (445/89) = 18 /5
- Écrire les quotients trouvés ci-dessus sur la ligne du bas.
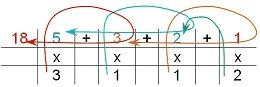
Écrire « 1 » au dessus du dernier. – Inscrire le produit des deux nombres écrits en colonne de droite au dessus du quotient colonne précédente (voir flèche verte). – Inscrire le produit des deux nombres situés en avant dernière colonne + le nombre précédent au dessus du quotient colonne précédente (voir flèche orangée). – Continuer ainsi jusqu’au bout (flèche rouge). – La fraction réduite est 18 / 5.
- Une fois les deux nombres décomposés en facteurs premiers, éliminer tous les termes communs :
Ex. 1602 / 445 : 1602 = 2 x 3 x 3 x 89 445 = 5 x 89 En éliminant 89, la fraction réduite est (2 x 3 x3) / 5
- Fraction dont l’un des termes est premier (Ex. 103/386) :
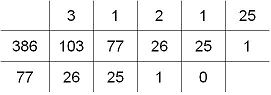
Recherche des « quotients (3, 1, 2, 1, 25).
Recherche de la fraction réduite :
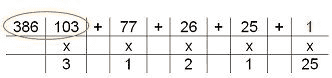
Il n’y a pas de changement car 103 est premier ! Supprimons le dernier quotient (25) et la dernière colonne :
La fraction réduite (approchée) est 4 / 15. (103/386) – (4/15) = 1,7 E-4. L’erreur est donc négligeable.
Pas bâtard (méthode des réduites)
La méthode des réduites permet de trouver une suite de fractions dont la valeur s’approche de la fraction initiale, jusqu’à égaler sa valeur.
Ainsi, la méthode appliquée à 173 / 100 donne la série suivante : 1/1 – 2/1 – 5/3 – 7/4 – 19/11 – 45/26 – 64/37 – 173/100. En prenant l’avant dernière fraction (64/37), on a une erreur de : (173/100) – (64/37) = 2,73 E-4
Feuille de calcul EXCEL pour trouver les réduites d’une fraction.
Pas périodiques
- Un chiffre à la période :
Ex. : Pas SCHAUBLIN = 1,6666…. à usiner avec une vis au pas de 3 mm : 10 pas = 16,66 – 1 pas = 1,66 9 pas = 15
Pas a faire = 15/9 = 5/3 Calcul du rapport du train de roues : p / P = (5/3) / 3 = 5 / 9.
- Deux chiffres à la période : Ex. pas 1,4545… vis au pas de 6 mm
100 pas = 145,45 – 1 pas = 1,45 99 pas = 144
Pas a faire = 144/99 = 16/11 Calcul du rapport du train de roues : p / P = (16/11) / 6 = 16 / 66 = 8 / 33 = (2 / 3) x (4 / 11) = (40 / 60) x (20 / 55).
- Une décimale suivie de un chiffre à la période : Ex. 2,16666… vis au pas de 4 mm
100 pas = 216,66 – 10 pas = 21,66 90 pas = 195
Pas à faire = 195/90 = 65/30 (65/30)/5 = (65/30) x (1/5) = (65/30) x (10/50) = (65/120) x (40/50).
- Une décimale suivie de deux chiffres à la période : Ex. 3,43636 vis au pas de 5 mm
1000 pas = 3436,36 – 10 pas = 34,36 990 pas = 3402
Pas à faire = 3402/990 = (9 x 21) / (5 x 11) Calcul du rapport du train de roues : p / P = (9 x 21 x 1) / (5 x 11 x 5). Bon filetage !
L’auteur

Pussy Retraité de l’éducation nationale
Site web : http://www.aqua-d-elle.fr/
- Articles récents

- Affûtage manuel des forêts - 16 octobre 2021
- Liaison outil machine - 16 octobre 2021
- Réglage d’une broche à paliers lisses monobloc - 16 octobre 2021
- View all 9 articles
- octobre 2021 (8)
- septembre 2021 (1)
- Articles (8)
- Les sujets du mois (1)

Les meilleurs tours à métaux : comparatif 2021

Quel tour à métaux choisir ?
Comment utiliser un tour à métaux , comment choisir un tour à métaux .
Comme vous le savez, pour usiner des pièces métalliques, un tour à métaux précis est nécessaire. Il est possible de trouver un modèle à un prix raisonnable sur internet, mais je vous recommande de vous limiter aux marques fiables et aux marchands reconnus.
Voici justement un guide d’achat qui va vous permettre de choisir parmi les meilleurs tours à métaux sur le marché :
Comparatif du top 3 des tours à métaux

- Proxxon 2224002 Le top du top !
- Note : 19/20
- Avantages Robuste Silencieux Polyvalent
- Inconvénients Prix

- Holzmann ED400FD Le meilleur rapport qualité/prix
- Note : 18/20
- Avantages Moteur puissant Réglage vitesse Précision
- Inconvénients

- Happybuy Pour les petits budgets
- Note : 16/20
- Avantages Prix imbattable Simple mais efficace Compact
- Inconvénients Mode d'emploi succinct
Proxxon 2224002 : le meilleur tour à métaux sur le marché ?
Pour les bricoleurs amateurs ou avancés, et surtout pour les professionnels, il est toujours mieux de disposer du matériel nécessaire chez soi ou dans son atelier, au lieu de dépendre d’autres professionnels pour la réalisation ou la confection d’une pièce. Ici, on parle de tour à métaux, et il se trouve que la marque allemande Proxxon figure parmi les leaders du marché fournissant un tel produit. Sculpteurs, maquettistes, modélistes, mécaniciens, etc., tous ont déjà apprécié la simplicité d’utilisation et la performance de ce modèle, le PD 250/E. Il séduit beaucoup avec son rapport qualité/prix et son moteur silencieux DC spécial. Voici quelques-unes de ses principales caractéristiques.
Les points forts
Moteur silencieux : Ce modèle embarque un moteur silencieux DC spécial, relié à une transmission à courroies 3 vitesses (300, 900 et 3000 tr/min). De plus, le fabricant a encore intégré un contrôle électronique à onde pleine, ce qui vous permettra d’affiner encore plus vos réglages (100, 300, 1000 tr/min). À noter que le réglage pourra se faire en continu. Autre particularité du moteur, il est capable d’offrir une rotation à gauche ou à droite.
Guide prismatique : La machine est équipée d’un banc de machine en fonte avec un guide prismatique. Cela garantit une plus grande précision, car les vibrations sont limitées, même lorsque vous pousserez la machine dans ses derniers retranchements. En parlant de précision, la poupée en fonte d’aluminium extensible avec échelle millimétrique y est aussi pour beaucoup.
Réglage du filetage : Sur ce modèle, on retrouve une manivelle de changement pour sélectionner le pas de filetage voulu, avec les graduations principales pour sélectionner des pas de 0,5, 0,625, 0,7, 0,75, 0,8, 1, 1,25 et 1,5. À noter que l’on peut aussi sélectionner la direction du filetage (gauche ou droite), toujours grâce à la manivelle.
Robuste : Tout est robuste sur cette machine. Tout est pratiquement en fonte d’aluminium coulé sous pression (banc, poupée, arbre, etc.), le support est quant à lui en fonte de zinc coulé sous pression, tandis que les manivelles sont en aluminium.
Mini tour à métaux : Ce modèle figure parmi les plus compacts du marché, avec des dimensions de 560 x 270 x 170 mm, et un poids plume de seulement 12 kg à la balance.
Polyvalente : Il se trouve que cette machine a également été conçue pour pouvoir accueillir une fraiseuse de la même marque, le PF 230. Il suffira de l’installer à l’aide du dispositif à l’arrière, le jour où vous comptez améliorer votre matériel.
Les points faibles
Poids : Avec ce type de machine, un poids trop léger n’est pas trop conseillé, car cela influe sur sa stabilité. Aussi, pensez à bien fixer la machine sur votre table de travail, pour éviter toute déconvenue.
Holzmann ED400FD : le meilleur rapport qualité/prix du moment
Peut-être que vous recherchez une machine beaucoup plus robuste et un peu plus grande. De manière générale, lorsqu’on ajoute de meilleures caractéristiques à un produit, le prix augmente au fur et à mesure. Certes, c’est le cas avec ce Holzmann ED400FD. Toutefois, lorsqu’on se penche beaucoup plus sur ses caractéristiques techniques, on se rend compte rapidement que la marque allemande continue à tenir ses promesses, notamment de toujours fournir un rapport qualité/prix optimal, une valeur qui continue à séduire les bricoleurs et les utilisateurs professionnels, et cela depuis 30 ans. Voici entre autres les principales qualités de ce modèle.
Avance automatique : Il se trouve que cette mini tour à métaux est équipée de série d’une avance automatique longitudinale, ce qui vous offrira un grand confort et une grande simplicité d’utilisation. Il suffit d’actionner un bouton, et l’avance se fera automatiquement, sans aucun à-coup.
Outil de grande précision : L’une des principales qualités recherchées sur un tour, c’est la précision chirurgicale. Pour y arriver, cette machine embarque tout ce qui est nécessaire, comme un banc prismatique en fonte trempé par induction et rectifié avec précision, un axe durci avec des roulements coniques réglables, un nez de broche inférieur à 0,009 mm, ce qui garantit une précision maximale, un guide réglable, etc.
Réglage de la vitesse : Sur un tour, il est aussi important (voire obligatoire) de pouvoir ajuster la vitesse de rotation en fonction de la pièce à tourner. Sur ce modèle, il vous sera possible de régler la vitesse en continu. Le changement de vitesse vous permettra ainsi de vous attaquer à de nombreux types de tournage. À noter que la vitesse peut être réglée de 50 à 2500 tr/min.
Moteur puissant : Quant à la puissance, elle est de 600 et 840 W (S1 et S6), pour 230 V. À noter que le moteur est sans entretien, avec déclencheur. Et la transmission de puissance est continue. Sur cette machine, vous pourrez aussi effectuer un tournage à gauche ou à droite (CW / CCW). Par ailleurs, le modèle est équipé d’un filtre électrique classe B, ce qui le protégera de toute interférence avec d’autres appareils électriques fonctionnant chez vous
Poupée mobile ajustable : Cette machine vous permettra également de réaliser un tournage conique, grâce à sa poupée mobile ajustable. À noter que le chariot supérieur est aussi orientable, ce qui vous aidera dans ce type de tâche.
Grande stabilité : Ce modèle a des dimensions de 950 x 390 x 350 mm, et pèse 65 à 70 kg (poids net / poids brut) sur la balance. Ce qui procure une très grande stabilité à l’usage.
Accessoires : Le petit plus avec cette machine, c’est aussi qu’elle est livrée avec de nombreux accessoires indispensables, comme un mandrin à 3 mors, une tourelle à 4 positions, 2 pointes CM2 + CM3, un protecteur de mandrin, un bac à copeaux pour vous épargner les nettoyages intempestifs, et bien évidemment, les pignons pour le filetage ainsi que les clés de service.
Capot de protection : D’après certains utilisateurs, le capot de protection serait assez fragile. Donc, à manipuler avec précaution.
Happybuy : un tour à métaux pas cher mais fiable
Une des astuces pour trouver un produit pas cher sur le marché, c’est de voir du côté des toutes nouvelles marques, encore peu connues, qui essayent de se faire un nom sur le marché. Dans cette optique, ces dernières sont amenées à fournir des produits de qualité et fiables à des prix défiant toute concurrence. C’est justement le cas de cette tour à métaux de la marque Happybuy. Peut-être que vous n’avez jamais entendu parler de cette marque, elle est spécialisée dans les équipements de bricolage et d’atelier. Et on peut dire que la plupart des utilisateurs sont satisfaits de ses produits. Voici quelques détails à propos de ce modèle.
Polyvalente : Cette machine est plutôt destinée aux particuliers qui aiment bricoler chez eux. Toutefois, elle propose des performances qui pourraient aussi intéresser des professionnels. En effet, ses performances sont assez bluffantes. Il s’agit d’un mini tour à métaux d’une puissance de 600 W, capable d’offrir une vitesse de rotation jusqu’à 2500 tr/min, ce qui est même mieux que ce que l’on retrouve chez certains concurrents de gamme supérieure.
Vitesse réglable : Ce modèle est équipé d’un variateur de vitesse, ce qui vous permettra de vous attaquer à différents types de pièces à tourner, et d’avoir différentes finitions. À titre d’information, la vitesse peut varier de 50 à 2500 tr/min.
Plusieurs fonctionnalités : Grâce à cette machine, vous pourrez effectuer de nombreux types de tâches, comme le tournage, bien évidemment, mais aussi le perçage, le filetage, le découpage, le rainurage, etc. Cela élargit donc beaucoup les possibilités. Mécaniciens, modélistes, maquettistes, etc., voilà un outil spécialement conçu pour vos besoins et votre budget.
Compact : On entend souvent parler de mini tour à métaux. Dans le cas de ce modèle, le terme plus approprié serait micro tour à métaux, tellement il est compact grâce à ses dimensions très contenues. En effet, il a une longueur de 68,58 cm, une largeur de 27,94 cm et une hauteur de 33,02 cm.
Stable : En revanche, malgré ses petites dimensions, la machine reste particulièrement stable, grâce à son poids assez important. En effet, elle pèse un peu moins de 60 kg sur la balance. De plus, vous pourrez encore renforcer les fixations sur votre table.
Manuel d’utilisation : Malheureusement, ce modèle n’est pas livré avec son manuel d’utilisation, d’après les utilisateurs. Heureusement que l’on a Internet, sur lequel on pourra trouver de nombreux tutoriels d’utilisation, même pour des modèles différents, afin de comprendre le principe. Ce qui est sûr, c’est que la prise en main n’est pas si compliquée.
L’utilisation d’un tour à métaux (ou à bois d’ailleurs) n’est pas si évidente que cela puisse paraître dans les différentes vidéos de démonstration sur Internet. Mais on comprend rapidement que c’est une machine grâce à laquelle on peut usiner une pièce en métal (ou d’autres matières). Il faut la placer sur un bon support comme une table de travail, veiller à ce qu’elle soit à la bonne hauteur d’utilisation, et brancher la prise électrique. Jusque-là, c’est un jeu d’enfant. De plus, la plupart des modèles sont déjà montés à la livraison.
Se familiariser avec les termes techniques
C’est là que ça commence à se compliquer. Il faudra retenir le nom de chaque partie et composant de la machine, et comprendre son rôle. Par exemple, la pièce à usiner doit être installée dans le mandrin, et il faudra bien la serrer avec les mors. Ensuite, il faudra choisir l’outil adéquat pour le tournage en fonction de la pièce à usiner. Pour résumer, le mandrin va tourner à une certaine vitesse avec la pièce à usiner, et l’outil, fixé sur le porte-outil, va entamer la pièce pour en enlever l’épaisseur voulue.
Pour ce faire, le porte-outil peut effectuer un mouvement transversal, pour se diriger vers la pièce à usiner, ainsi qu’un mouvement longitudinal, pour entamer la pièce sur sa longueur. En fonction des modèles, vous pourrez influer sur la vitesse de rotation du mandrin, mais aussi la vitesse de déplacement du chariot sur le banc. Du côté droit, on retrouve aussi la contrepointe ou la poupée mobile, un élément qui sert à effectuer des centrages, ou percer la pièce, ou encore appliquer un filetage. À noter qu’il existe différents types d’outils pour le tournage, et différents types de forets pour le perçage.
Dans tous les cas, il est important de bien suivre les instructions et explications fournies dans le manuel d’utilisateur.
Il y a un besoin commun chez les bricoleurs amateurs ou avancés et les professionnels, c’est le fait de vouloir posséder tous les outils chez eux (ou dans leur atelier), afin qu’ils puissent effectuer le travail chez eux. Au fil des années, ce besoin évolue au niveau des outils, commence avec les tournevis, les marteaux, les perceuses, etc., et peut arriver jusqu’à un tour à métaux (ou à bois), voire même plus. Mais alors, comment faire pour choisir la bonne machine parmi toutes celles proposées sur le marché ? Voici quelques critères à prendre en compte, ce qui pourrait vous aider à trouver la machine adéquate.
Choisir en fonction de vos besoins
Cette règle revient souvent, car on ne peut pas faire autrement. Il faut choisir ses appareils et outils en fonction de ses besoins, et en fonction de ce que l’on veut accomplir. Pour les tours à métaux, si vous désirez par exemple usiner quelques pièces pour votre maquette, vous n’avez pas forcément besoin d’un modèle professionnel, lourd (peut peser plus d’une tonne) et encombrant, un mini tour à métaux pourra largement faire l’affaire. Il sera alors beaucoup plus léger (dans les 20 à 80 kg) et beaucoup moins encombrant (peut tenir sur une surface d’un mètre carré, voire moins.
Aussi, la première chose à faire sera de bien déterminer vos besoins, et voir les dimensions et poids de l’appareil. Attention, il est plutôt déconseillé de choisir un appareil trop léger, cela pourrait influer sur sa stabilité.
Choisir en fonction de la puissance
La puissance est aussi un élément à choisir en fonction de vos besoins. En toute logique, plus la puissance est élevée, plus la machine sera performante et permettra de nombreuses possibilités. Pour un particulier, une puissance de 400 W pourrait par exemple suffire, bien que ce soit assez juste. Par ailleurs, un critère étroitement lié à la puissance, c’est aussi la vitesse de rotation. À ce propos, il sera toujours mieux de bénéficier d’une machine capable d’offrir des tours par minute plus élevés (2000 tr/min ou plus), et proposer de nombreuses variations de vitesse (par exemple, de 50 à 2500 tr/min), en fonction de ce que vous souhaitez réaliser. À savoir qu’une vitesse basse peut par exemple offrir un meilleur rendu pour la finition.
Les fonctionnalités proposées par le tour à métaux
Ici, il est toujours mieux de disposer d’une machine capable de tourner dans les deux sens (gauche et droite), d’avoir une fonction avance automatique du chariot dans tous les sens (longitudinal, transversal, vertical). Certains modèles disposent aussi d’un mandrin orientable, pour effectuer des découpes coniques. Une bonne machine doit aussi être capable d’effectuer différentes interventions ( tournage , perçage , polissage , rainurage , centrage, alésage, etc.) sur la pièce à usiner, grâce aux accessoires adéquats livrés avec. À ce propos, pensez à vérifier la liste des accessoires fournis avec le produit. Bien sûr, ce sera mieux de disposer directement de ces derniers, au lieu de devoir tout acheter séparément.
Parmi les fonctionnalités, on pourrait aussi citer les boutons d’arrêt d’urgence pour une meilleure sécurité, et un système antidémarrage ou armement. On a aussi le bac récupérateur de copeaux, pour éviter le nettoyage intempestif, l’écran digital sur lequel on pourra voir toutes les informations nécessaires (vitesse de rotation, etc.).
Enfin, la précision doit être un critère obligatoire chez un tour à métaux. Il faut alors qu’il soit réglable sur tous les points, afin de profiter d’une précision au millimètre près. À ce niveau, n’hésitez pas à consulter les avis des utilisateurs.
IMAGES
VIDEO
COMMENTS
PRINCIPE : Lorsque l'outil creuse le filet sur la pièce, il se déplace longitudinalement de "1 pas à faire" par tour de broche. Ce déplacement est créé par la rotation de la vis mère qui doit donc tourner de "X" tours. Les deux déplacement devant être égaux, on a : pas à faire * Nb. tours broche = pas vis mère * Nb. tours vis mère (X).
174K views 8 years ago. Voici une vidéo dans la quelle je vous montre la technique de filetage aux repères sur tour afin de pouvoir débrayer la vis mère quand vous le souhaitez sans avoir d ...
Explication rapide de filetage au tour à métaux. franco metalo. 3.54K subscribers. Subscribed. 194. 11K views 9 months ago. usiner et travailler les métaux • usinage, indexeur pour...
Vous voulez apprendre à faire du filetage au tour, mais vous ne savez pas par où commencer ? Dans cette vidéo, vous découvrirez les bases du filetage au tour pour débutant, avec des conseils ...
Filetage au Tour à Métaux. Réalisation des filetages et des taraudages sur un petit tour à métaux. Le Minilor TR 20 possède une vitesse minimale de 110 tours par minute sans frein de broche, ce qui semble un peu rapide pour pouvoir arrêter le filetage avec précision, par exemple lorsque le filetage se termine contre un épaulement.
Filetage extérieur au tour : L'avance doit être égale au pas du filet. Appliquer un nombre de passes de coupe du filet correct avec une profondeur de coupe adaptée. Formation des copeaux évitant l'accumulation de ceux-ci autour de l'outil et/ou de la pièce. Eviter les vibrations provoquées par les grands porte-à-faux d'outils et les ...
Dans les applications de filetage au tour conventionnelles, utiliser la pénétration oblique modifiée pour avoir un bon contrôle des copeaux. Avec la pénétration oblique modifiée, le filetage au tour ressemble plus à une opération de tournage ordinaire. Cette méthode permet d'avoir un process parfaitement contrôlé avec peu de problèmes de copeaux offrant une durée de vie d'outil ...
Dans le tournage conventionnel, il existe deux méthodes principales pour le filetage : Méthode A. Prise de passe. Embrayage de la vis mère. Usinage. En fin de passe, recul de l'outil et arrêt de la rotation. Inversion du sens de la rotation. Recul jusqu'au point de départ et arrêt de la rotation. Prise de passe et changement du sens de la rotation.
Le 13 avril 2023. dans Tournage. Le filetage au tour, permet de réaliser des vis pour lesquelles nous n'aurions pas de filières ou de tarauds adaptés. Il peut aussi être utilisé lorsque l'on veut une vis de grande précision. Présentation.
Polyvalence : Le tour à métaux conventionnel permet de réaliser une large gamme d'opérations de tournage, du tournage extérieur au tournage intérieur, du filetage au chanfreinage . Contrôle manuel : Les opérations sont effectuées manuellement, ce qui offre une flexibilité et un contrôle précis de chaque mouvement .
Il existe trois types de plaquettes principaux pour le filetage au tour : plaquettes à profil complet, plaquettes à profil partiel et plaquettes multi-dents. Chaque type présente des avantages et des inconvénients. Plaquettes à profil complet. Les plaquettes à profil complet sont les plus courantes.
7.3K views 2 years ago plaquettes carbure tour à métaux. petite vidéo d'un filetage réalisé à la manivelle sur tour à métaux • usinage, indexeur pour fraiseuse usin... ...more. petite...
Autre fonction essentielle, la machine permet d'usiner des filetages en conjuguant rotation de la pièce et mouvement de l'outil. Enfin, autre possibilité à connaître, un tour peut également dépanner un bricoleur pour de petits fraisages. Trouver la bonne vitesse.
Outils de filetage pour tours. 11 sociétés | 16 produits. Mes filtres. pour tour. Tout supprimer. Fabricants. Aloris Tool Technology (1) Beijing Worldia Diamond Tools Co., Ltd (2) C.R.M. di Mazzoccato Arturo & Figli s.r.l. (1) Carmex Precision Tools (1) Kennametal (1) MICRO 100 (1) MITSUBISHI MATERIALS (1) Sandvik Coromant (1) SAU TOOL S.p.A. (1)
Amener l'outil au contact de l'ébauche. Placer le vernier sur zéro. Puis au moment de l'usinage, tourner la manivelle vers la droite sur 0,025 mm pour avoir la profondeur d'usinage. Recommencer l'opération à chaque passe. Pour information, un tour entier de manivelle vaut 1 mm. Fermer le capot de protection avant la mise route.
Filetage méthode « A » (sans débrayer, retour en marche AR) Cette méthode est simplissime mais est chronophage et utilise la vis mère à outrance (usure prématurée).
Voici justement un guide d'achat qui va vous permettre de choisir parmi les meilleurs tours à métaux sur le marché : Quel tour à métaux choisir ? Comparatif du top 3 des tours à métaux. Proxxon 2224002. Le top du top ! Note : 19/20. Avantages. Robuste. Silencieux. Polyvalent. Inconvénients. Prix. Voir le prix (Amazon) Holzmann ED400FD.
Filetage inversé pour facilité l'exécution sur tour à métaux. franco metalo. 2.73K subscribers. 60. 1K views 4 months ago usinage tournage fraisage. usiner et travailler les métaux ...
Marc L'Ecuyer. 18.9K subscribers. Subscribed. 411. 64K views 11 years ago PROJETS ET OPÉRATIONS D'USINAGE. Cette video présente le taillage d'un filet Unifié de 60 degrés sur un tour en...
20 vis métaux acier zingué 6 x 60 mm. 8,90. €. Ajouter au panier. 100 vis à bois aggloméré tête fraisée pozidriv acier bichromaté Rocket Ø6 x 60 mm. 29,90. €. Ajouter au panier. 4 vis têtes fraisées et plots acier zingué Diall Ø6 x L.50 mm.
suite de la mini vidéo sur les plaquettes et réalisation d'un filetage à gauche sur tour à métauxhttps://www.youtube.com/watch?v=xZ0Gz192EOE&list=PLcKruYhWP8...
usinage présentation d'un outil à moleter et moletage sur un filetage de 10x0,4 sur tour à métauxhttps://www.youtube.com/watch?v=xZ0Gz192EOE&list=PLcKruYhWP8...
usiner et travailler les métaux https://www.youtube.com/watch?v=xZ0Gz192EOE&list=PLcKruYhWP85RaMI54G7Y6wl3GOzR3ejg0
2.51K subscribers. Like. 3.9K views 2 years ago taraudage, filetage, alésoir, fraises. suite à la dernière vidéo sur filetage extérieur à gauche sur tour à métaux Show more. suite à la...